Steam Engineering Principles and Heat Transfer

Contents
Heat Transfer
Steam is often generated to provide heat transfer to a process. Modes of heat transfer (conduction, convection, radiation) within or between media are explained, together with calculations and other issues such as heat transfer barriers.
In a steam heating system, the sole purpose of the generation and distribution of steam is to provide heat at the process heat transfer surface. If the required heat input rate and steam pressure are known, then the necessary steam consumption rate may be determined. This will allow the size of the boiler and the steam distribution system to be established.
Modes of heat transfer
Whenever a temperature gradient exists, either within a medium or between media, the transfer of heat will occur. This may take the form of either conduction, convection or radiation.
Conduction
When a temperature gradient exists in either a solid or stationary fluid medium, the heat transfer which takes place is known as conduction. When neighbouring molecules in a fluid collide, energy is transferred from the more energetic to the less energetic molecules. Because higher temperatures are associated with higher molecular energies, conduction must occur in the direction of decreasing temperature.
This phenomenon can be seen in both liquids and gases. However, in liquids the molecular interactions are stronger and more frequent, as the molecules are closer together. In solids, conduction is caused by the atomic activity of lattice vibrations as explained in Module 2.2.
The equation used to express heat transfer by conduction is known as Fourier’s Law. Where there is a linear temperature distribution under steady-state conditions, for a one-dimensional plane wall it may be written as:
Example 2.5.1
Consider a plane wall constructed of solid iron with a thermal conductivity of 70 W/m °C, and a thickness of 25 mm. It has a surface area of 0.3 m by 0.5 m, with a temperature of 150 °C on one side and 80 °C on the other.

The thermal conductivity is a characteristic of the wall material and is dependent on temperature. Table 2.5.1 shows the variation of thermal conductivity with temperature for various common metals.
Table 2.5.1 thermal conductivity (W/m °C)
| Material |
Thermal conductivity (W/m °C) |
||
| At 25 °C | At 125 °C | At 225 °C | |
| Iron | 80 | 68 | 60 |
| Low carbon steel | 54 | 51 | 47 |
| Stainless steel | 16 | 17.5 | 19 |
| Tungsten | 180 | 160 | 150 |
| Platinum | 70 | 71 | 72 |
| Aluminium | 250 | 255 | 250 |
| Gold | 310 | 312 | 310 |
| Silver | 420 | 418 | 415 |
| Copper | 401 | 400 | 398 |
Considering the mechanism of heat transfer in conduction, in general the thermal conductivity of a solid will be much greater than of a liquid, and the thermal conductivity of a liquid will be greater than of a gas. Air has a particularly low thermal conductivity and this is why insulating materials often have lots of air spaces.
Convection
The transfer of heat energy between a surface and a moving fluid at different temperatures is known as convection. It is actually a combination of the mechanisms of diffusion and the bulk motion of molecules.
Near the surface where the fluid velocity is low, diffusion (or random molecular motion) dominates.
However, moving away from the surface, bulk motion holds an increasing influence. Convective heat transfer may take the form of either forced convection or natural convection. Forced convection occurs when fluid flow is induced by an external force, such as a pump or an agitator.
Conversely, natural convection is caused by buoyancy forces, due to the density differences arising from the temperature variations in the fluid.
The transfer of heat energy caused by a phase change, such as boiling or condensing, is also eferred to as a convective heat transfer process.
The equation for convection is expressed by Equation 2.5.2 which is a derivation of Newton’s Law of Cooling:
Example 2.5.2
Consider a plane surface 0.4 m by 0.9 m at a temperature of 20 °C.
A fluid flows over the surface with a bulk temperature of 50 °C.
The convective heat transfer coefficient (h) is 1 600 W/m² °C.

Radiation
The heat transfer due to the emission of energy from surfaces in the form of electromagnetic waves is known as thermal radiation. In the absence of an intervening medium, there is a net heat transfer between two surfaces of different temperatures. This form of heat transfer does not rely on a material medium, and is actually most efficient in a vacuum.
The general heat transfer equation
In most practical situations, it is very unusual for all energy to be transferred by one mode of heat transfer alone. The overall heat transfer process will usually be a combination of two or more different mechanisms.
The general equation used to calculate heat transfer across a surface used in the design procedure and forming a part of heat exchange theory is:
The overall heat transfer coefficient (U)
This takes into account both conductive and convective resistance between two fluids separated by a solid wall. The overall heat transfer coefficient is the reciprocal of the overall resistance to heat transfer, which is the sum of the individual resistances.
The overall heat transfer coefficient may also take into account the degree of fouling in the heat transfer process. The deposition of a film or scale on the heat transfer surface will greatly reduce the rate of heat transfer. The fouling factor represents the additional thermal resistance caused by fluid impurities, rust formation or other reactions between the fluid and the wall.
The magnitude of the individual coefficients will depend on the nature of the heat transfer process, the physical properties of the fluids, the fluid flowrates and the physical layout of the heat transfer surface.
As the physical layout cannot be established until the heat transfer area has been determined, the design of a heat exchanger is by necessity, an iterative procedure. A starting point for this procedure usually involves selecting typical values for the overall heat transfer coefficient of various types of heat exchanger.
An accurate calculation for the individual heat transfer coefficients is a complicated procedure, and in many cases it is not possible due to some of the parameters being unknown. Therefore, the use of established typical values of overall heat transfer coefficient will be suitable for practical purposes.
Temperature difference (ΔT)
Newton’s law of cooling states that the heat transfer rate is related to the instantaneous temperature difference between the hot and the cold media. In a heat transfer process, this temperature difference will vary either with position or with time. The general heat transfer equation was thus developed as an extension to Newton’s law of cooling, where the mean temperature difference is used to establish the heat transfer area required for a given heat duty.
Mean temperature difference (∆TM)
The determination of the mean temperature difference in a flow type process like a heat exchanger will be dependent upon the direction of flow. The primary and secondary fluids may flow in the same direction (parallel flow/co-current flow), in the opposite direction (countercurrent flow), or perpendicular to each other (crossflow). When saturated steam is used the primary fluid temperature can be taken as a constant, because heat is transferred as a result of a change of phase only. The result is that the temperature profile is no longer dependent on the direction of flow.
However, as the secondary fluid passes over the heat transfer surface, the highest rate of heat transfer occurs at the inlet and progressively decays along its travel to the outlet. This is simply because the temperature difference between the steam and secondary fluid reduces with the rise in secondary temperature.
The resulting temperature profile of the steam and secondary fluid is typically as shown in Figure 2.5.1.

The rise in secondary temperature is non-linear and is best represented by a logarithmic calculation. For this purpose the mean temperature difference chosen is termed the Logarithmic Mean Temperature Difference or LMTD or ΔTLM.
An easier (but less accurate) way to calculate the mean temperature difference is to consider the Arithmetic Mean Temperature Difference or AMTD or ΔTAM. This considers a linear increase in the secondary fluid temperature and for quick manual calculations, will usually give a satisfactory approximation of the mean temperature difference to be used in Equation 2.5.3. The AMTD temperature profile is shown in Figure 2.5.2.

The arithmetic mean temperature difference (AMTD):

For steam, where the temperature of the primary fluid (steam) remains constant, this equation may be simplified to:

Because there is no temperature change on the steam side, the AMTD normally provides a satisfactory analysis of the heat transfer process, which is easy to manipulate in manual calculations.
However, a log mean temperature difference can also be used, which accounts for the non-linear change in temperature of the secondary fluid.
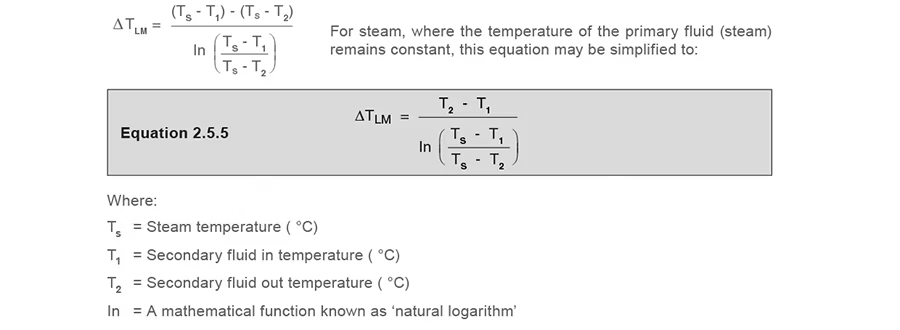
The log mean temperature difference (LMTD):
Both Equations 2.5.4 and 2.5.5 assume that there is no change in the specific heat capacity or the overall heat transfer coefficient, and that there are no heat losses.
In reality the specific heat capacity may change as a result of temperature variations. The overall heat transfer coefficient may also change because of variations in fluid properties and flow conditions. However, in most applications the deviations will be almost negligible and the use of mean values will be perfectly acceptable.
In many cases the heat exchange equipment will be insulated from its surroundings, but the insulation will not be 100% efficient. Therefore, the energy transferred between the steam and the secondary fluid may not represent all of the heat lost from the primary fluid.
Example 2.5.3
Steam at 2 bar g is used to heat water from 20 °C to 50 °C.
The saturation temperature of steam at 2 bar g is 134 °C.
Determine the arithmetic and the log mean temperature differences:

In this example the AMTD and the LMTD have a similar value. This is because the secondary fluid temperature rise is small in comparison with the temperature difference between the two fluids.
Example 2.5.4
Consider a pressurised process fluid tank, which is heated from 10 °C to 120 °C using steam at 4.0 bar g. The saturation temperature of steam at 4.0 bar g is 152 °C.
Determine the arithmetic and log mean temperature differences:

Because the secondary fluid temperature rise is large in comparison with the temperature difference between the two fluids, the discrepancy between the two results is more significant.
By using the AMTD rather than the LMTD, the calculated heat transfer area would be almost 15% smaller than that required.
Barriers to heat transfer
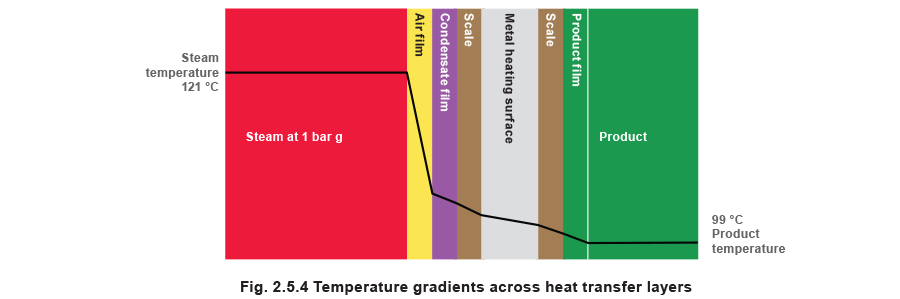
The metal wall may not be the only barrier in a heat transfer process. There is likely to be a film of air, condensate and scale on the steam side. On the product side there may also be baked-on product or scale, and a stagnant film of product.
Agitation of the product may eliminate the effect of the stagnant film, whilst regular cleaning on the product side should reduce the scale.
Regular cleaning of the surface on the steam side may also increase the rate of heat transfer by reducing the thickness of any layer of scale, however, this may not always be possible. This layer may also be reduced by careful attention to the correct operation of the boiler, and the removal of water droplets carrying impurities from the boiler.

Filmwise condensation
The elimination of the condensate film, is not quite as simple. As the steam condenses to give up its enthalpy of evaporation, droplets of water may form on the heat transfer surface. These may then merge together to form a continuous film of condensate. The condensate film may be between 100 and 150 times more resistant to heat transfer than a steel heating surface, and 500 to 600 times more resistant than copper.
Dropwise condensation
If the droplets of water on the heat transfer surface do not merge immediately and no continuous condensate film is formed, ‘dropwise’ condensation occurs. The heat transfer rates which can be achieved during dropwise condensation, are generally much higher than those achieved during filmwise condensation.
As a larger proportion of the heat transfer surface is exposed during dropwise condensation, heat transfer coefficients may be up to ten times greater than those for filmwise condensation.
In the design of heat exchangers where dropwise condensation is promoted, the thermal resistance it produces is often negligible in comparison to other heat transfer barriers. However, maintaining the appropriate conditions for dropwise condensation have proved to be very difficult to achieve.
If the surface is coated with a substance that inhibits wetting, it may be possible to maintain dropwise condensation for a period of time. For this purpose, a range of surface coatings such as Silicones, PTFE and an assortment of waxes and fatty acids are sometimes applied to surfaces in a heat exchanger on which condensation is to be promoted. However, these coatings will gradually lose their effectiveness due to processes such as oxidation or fouling, and film condensation will eventually predominate.
As air is such a good insulator, it provides even more resistance to heat transfer. Air may be between 1 500 and 3 000 times more resistant to heat flow than steel, and 8 000 to 16 000 more resistant than copper. This means that a film of air only 0.025 mm thick may resist as much heat transfer as a wall of copper 400 mm thick! Of course all of these comparative relationships depend on the temperature profiles across each layer.
Figure 2.5.4 illustrates the effect this combination of layers has on the heat transfer process. These barriers to heat transfer not only increase the thickness of the entire conductive layer, but also greatly reduce the mean thermal conductivity of the layer.
The more resistant the layer to heat flow, the larger the temperature gradient is likely to be. This means that to achieve the same desired product temperature, the steam pressure may need to be significantly higher.
The presence of air and water films on the heat transfer surfaces of either process or space heating applications is not unusual. It occurs in all steam heated process units to some degree.
To achieve the desired product output and minimise the cost of process steam operations, a high heating performance may be maintained by reducing the thickness of the films on the condensing surface. In practice, air will usually have the most significant effect on heat transfer efficiency, and its removal from the supply steam will increase heating performance.
Defining the overall heat transfer coefficient (U value)
The five main commonly related terms associated with the subject of heat transfer are:
- Heat flowrate Q̇ (W)
- Thermal conductivity k (W/m °C)
- Thermal resistivity r (m °C/W)
- Thermal resistance R (m2 °C/W)
- Thermal transmittance U (W/m2 °C)
The following text in this Module describes them and how they are related to each other.
The traditional method for calculating heat transfer across a plane wall considers the use of an overall heat transfer coefficient ‘U’, or more correctly, the overall thermal transmittance between one side of the wall and the other.
U values are quoted for a wide range and combination of materials and fluids and are usually influenced by empirical data and operating experience. The previously mentioned films of condensate, air, scale, and product either side of the metal wall can have a significant effect on the overall thermal transmittance and because of this, it is worth considering the whole issue of heat transfer across a simple plane wall and then a multi-layer barrier.
Heat transfer by conduction through a simple plane wall
A good way to start is by looking at the simplest possible case, a metal wall with uniform thermal properties and specified surface temperatures.
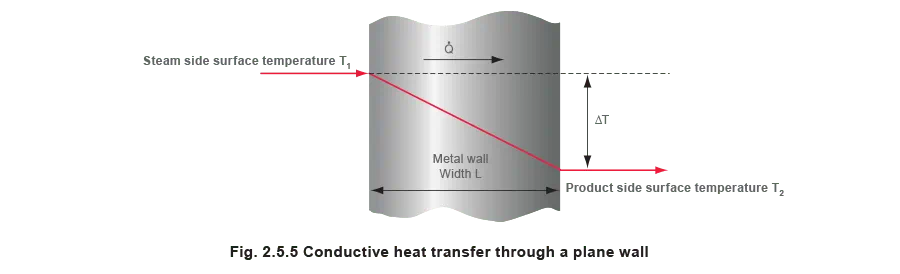
T1 and T2 are the surface temperatures either side of the metal wall, of thickness L; and the temperature difference between the two surfaces is ΔT.
Ignoring the possible resistance to heat flow at the two surfaces, the process of heat flow through the wall can be derived from Fourier’s law of conduction as shown in Equation 2.5.1.
The term ‘barrier’ refers to a heat resistive film or the metal wall of a heat exchanger.
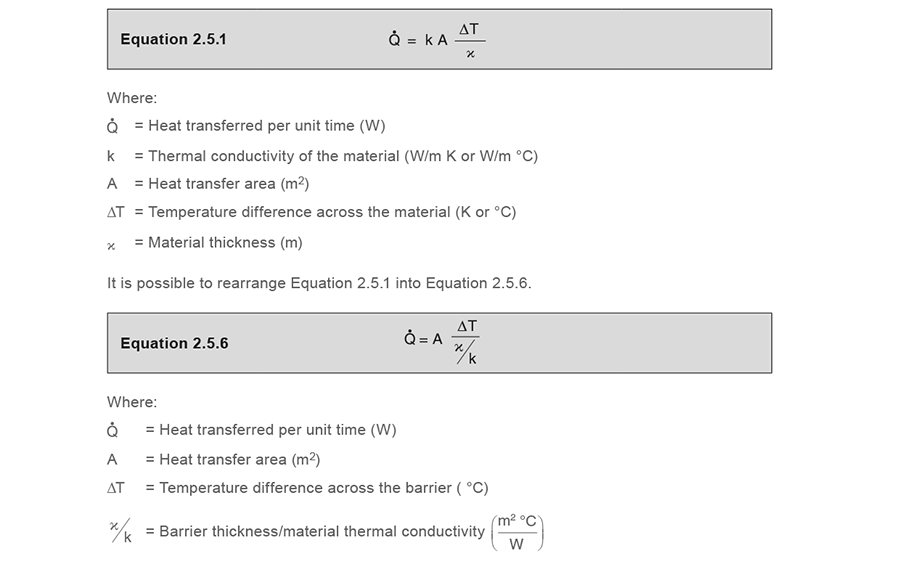
It can be seen from their definitions in Equation 2.5.6 that χ/k is the thickness of the barrier divided by its inherent property of thermal conductivity. Simple arithmetic dictates that if the length (χ) of the barrier increases, the value χ/k will increase, and if the value of the barrier conductivity (k) increases, then the value of χ/k will decrease. A characteristic that would behave in this fashion is that of thermal resistance.
If the length of the barrier increases, the resistance to heat flow increases; and if the conductivity of the barrier material increases the resistance to heat flow decreases. It can be concluded that the term χ/k in Equation 2.5.6 relates to the thermal resistance of a barrier of known length.
The results of simple electrical theory parallel the equations appertaining to heat flow. In particular, the concept of adding resistances in series is possible, and is a useful tool when analysing heat transfer through a multi-layer barrier, as will be seen in a later section of this module.
Equation 2.5.6 can now be restated in terms of thermal resistance, where:

as shown in Equation 2.5.7

Thermal resistance denotes a characteristic of a particular barrier, and will change in accordance to its thickness and conductivity.
In contrast, the barrier’s ability to resist heat flow does not change, as this is a physical property of the barrier material. This property is called ‘thermal resistivity’; it is the inverse of thermal conductivity and is shown in Equation 2.5.8.

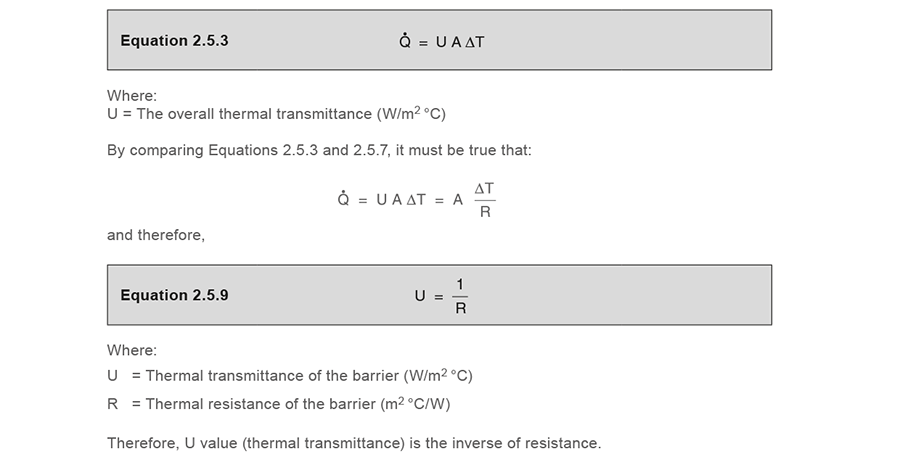
Relating the overall resistance to the overall U value
The usual problem that has to be solved in heat transfer applications is the rate of heat transfer, and this can be seen from the general heat transfer formula, Equation 2.5.3.
Heat flow through a multi-layer barrier
As seen in Figure 2.5.4, a practical application would be the metal wall of a heat exchanger tube or plate which uses steam on one side to heat water on its other. It can also be seen that various other barriers are present slowing down the heat flow, such as an air film, a condensate film, a scale film, and a stationary film of secondary water immediately adjacent to the heating surface.
These films can be thought of as ‘fouling’ the flow of heat through the barrier, and consequently these resistances are considered by heat exchanger designers as ‘fouling factors’.
All of these films, in addition to the resistance of the metal wall, constitute a resistance to heat flow and, as in an electrical circuit, these resistances can be added to form an overall resistance.
Therefore:

As resistance is χ/k as shown in Equation 2.5.6, then Equation 2.5.10 can be rewritten as Equation 2.5.11:
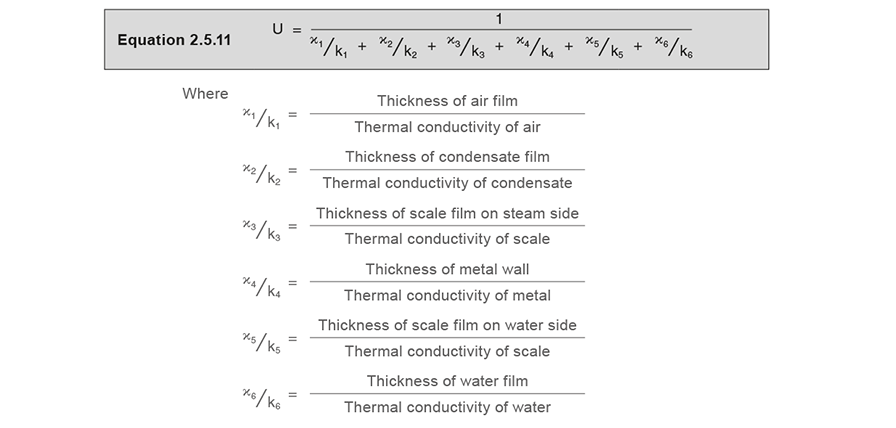
Table 2.5.2 Typical thermal conductivities of various materials
| Material | Thermal conductivity W/m °C |
| Air | 0.025 |
| Condensate | 0.4 |
| Scale | 0.1 to 1 |
| Water | 0.6 |
| Steel | 50 |
| Copper | 400 |
The thermal conductivities will alter depending on the film material (and temperature). For instance, air roughly has thirty times greater resistance to heat flow than water. For this reason, it is relatively more important to remove air from the steam supply before it reaches the heat exchanger, than to remove water in the form of wet steam. Of course, it is still sensible to remove wet steam at the same time.
The resistance of air to steel is roughly two thousand times more, and the resistance of air to copper is roughly twenty thousand times more. Because of the high resistances of air and water to that of steel and copper, the effect of small thicknesses of air and water on the overall resistance to heat flow can be relatively large.
There is no point in changing a steel heat transfer system to copper if air and water films are still present; there will be little improvement in performance, as will be proven in Example 2.5.5.
Air and water films on the steam side can be eradicated by good engineering practice simply by installing a separator and float trap set in the steam supply prior the control valve. Scale films on the steam side can also be reduced by fitting strainers in the same line.
Scale on the product side is a little more difficult to treat, but regular cleaning of heat exchangers is sometimes one solution to this problem. Another way to reduce scaling is to run heat exchangers at lower steam pressures; this reduces the steam temperature and the tendency for scale to form from the product, especially if the product is a solution like milk.
Example 2.5.5
Consider a steam to water heat exchanger where the air film, condensate film and scale on the steam side is 0.2 mm thick; on the water side, the water and scale films are 0.05 mm and 0.1 mm thick respectively.
The thickness of the steel walled heating surface is 6 mm.
Table 2.5.3 The resistance of the barriers including steel tube
| Material | Thickness ‘x’ mm |
Conductivity ‘k’ (W/m °C) |
Resistance R = x/k (W/m °C) |
| Air | 0.2 | 0.025 | 0.008 |
| Condensate | 0.2 | 0.4 | 0.000 5 |
| Scale steam side | 0.2 | 0.5 | 0.000 4 |
| Steel tube | 6.0 | 50.0 | 0.000 12 |
| Water | 0.05 | 0.6 | 0.000 08 |
| Scale water side | 0.1 | 0.5 | 0.000 2 |
From Equation 2.5.6:
1. Calculate the overall U value (U1) from the conditions shown in Table 2.5.3

2. Remove the air and the condensate from the steam supply
Now consider the same heat exchanger where the air and condensate have been removed by a separator in the steam supply.
Calculate U2

It can be seen from U2 that by fitting a separator in the steam supply to this heat exchanger, and assuming that all air and condensate has been removed from the steam, the thermal transmittance is more than 11 times greater than the original value.
3. Remove the scale on the steam and water sides
Now consider reducing the scale on the steam side by fitting a strainer in the steam line, and reducing the scale on the water side by operating at a lower steam pressure.
Calculate U3

The thermal transmittance has increased another fourfold by eradicating the scale.
4. Revert to the original conditions but change from steel tube to copper tube of the same thickness.
Table 2.5.4 The resistance of the barriers including copper tube
| Material | Thickness ‘x’ mm |
Conductivity ‘k’ (W/m °C) |
Resistance R = x/k (m2 °C/W) |
| Air | 0.2 | 0.025 | 0.008 |
| Condensate | 0.2 | 0.4 | 0.000 5 |
| Scale steam side | 0.2 | 0.5 | 0.000 4 |
| Copper tube | 6 | 400 | 0.000 015 |
| Water | 0.05 | 0.6 | 0.000 08 |
| Scale water side | 0.1 | 0.5 | 0.000 2 |
Calculate U4

It can be seen that the greater conductivity offered by the copper over the steel has made very little difference to the overall thermal transmittance of the heat exchanger, due to the dominating effect of the air and other fouling factors.
Please note that, in practice, other factors will influence the overall U value, such as the velocities of the steam and water passing through the heat exchanger tubes or plates, and the combination of heat transfer by convection and radiation.
Also, it is unlikely that the fitting of a separator and strainer will completely eradicate the presence of air, wet steam, and scale from inside a heat exchanger. The above calculations are only being shown to highlight the effects of these on heat transfer. However, any attempt to remove such barriers from the system will generally prove successful, and is virtually guaranteed to increase heat transfer in steam heating plant and equipment as soon as this is done.
Rather than having to calculate individual resistances of film barriers, Tables exist showing overall U values for different types of heat exchange application such as steam coil heating of water or oil. These are documented in Module 2.10, ‘Heating with coils and jackets’.
U values for heat exchangers vary considerably due to factors such as design (‘shell and tube’ or ‘plate and frame’ construction), material of construction, and the type of fluids involved in the heat transfer function.