Steam Engineering Principles and Heat Transfer

Contents
Superheated Steam
An explanation of the properties and uses of superheated steam (such as for electricity generation). Including explanations of the Rankine and Carnot thermodynamic cycles, superheated steam tables and the Mollier (H-S) chart.
If the saturated steam produced in a boiler is exposed to a surface with a higher temperature, its temperature will increase above the evaporating temperature.
The steam is then described as superheated by the number of temperature degrees through which it has been heated above saturation temperature.
Superheat cannot be imparted to the steam whilst it is still in the presence of water, as any additional heat simply evaporates more water. The saturated steam must be passed through an additional heat exchanger. This may be a second heat exchange stage in the boiler, or a separate superheater unit. The primary heating medium may be either the hot flue gas from the boiler, or may be separately fired.

Superheated steam has its applications in, for example, turbines where the steam is directed by nozzles onto a rotor. This causes the rotor to turn. The energy to make this happen can only have come from the steam, so logically the steam has less energy after it has gone through the turbine rotor. If the steam was at saturation temperature, this loss of energy would cause some of the steam to condense.
Turbines have a number of stages; the exhaust steam from the first rotor will be directed to a second rotor on the same shaft. This means that saturated steam would get wetter and wetter as it went through the successive stages. Not only would this promote waterhammer, but the water particles would cause severe erosion within the turbine. The solution is to supply the turbine with superheated steam at the inlet, and use the energy in the superheated portion to drive the rotor until the temperature/pressure conditions are close to saturation; and then exhaust the steam.
Another very important reason for using superheated steam in turbines is to improve thermal efficiency.
The thermodynamic efficiency of a heat engine such as a turbine, may be determined using one of two theories:
(Note: The values used for the temperature and energy content in the following examples are from steam tables)
Two Theories
Example 2.3.1
A turbine is supplied with superheated steam at 90 bar a @ 450 °C.
The exhaust is at 0.06 bar a (partial vacuum) and 10% wet.
Saturated temperature = 36.2 °C.
2.3.1.1 Determine the Carnot efficiency (ηC)

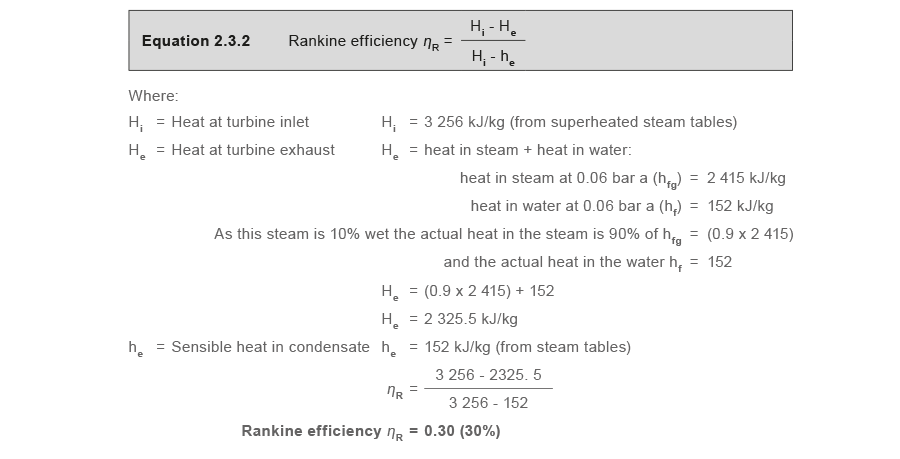
2.3.1.2 Determine the Rankine efficiency (ηR)
For the theoretical Rankine Cycle, Figure 2.3.2, it is assumed that there are no frictional losses in the turbine, perfect expansion of the steam occurs in the turbine (isentropic), and ignores energy added by the feedpump returning condensate to the boiler.

Using Example 2.3.1 where:
- A turbine is supplied with superheated steam at 90 bar a @ 450 °C.
- The exhaust is at 0.06 bar a (partial vacuum) and 10% wet.
- Saturated temperature = 36.2 °C.
This data can be plotted on the temperature/enthalpy curve as illustrated in Figure 2.3.3:

Examination of the figures for either of the cycles indicates that to achieve high efficiency:
- The temperature or energy at the turbine inlet should be as high as possible. This means as high a pressure and temperature as is practically possible. Superheated steam is the simplest way of providing this.
- The temperature or energy in the exhaust must be as low as possible. This means as low a pressure and temperature as is practically possible, and is usually achieved by a condenser on the turbine exhaust.
Notes:
- The figures calculated in Examples 2.3.1.1 and 2.3.1.2 are for thermodynamic efficiency, and must not be confused with mechanical efficiency.
- Although the efficiency figures appear to be very low, they must not be viewed in isolation, but rather used to compare one type of heat engine with another. For example, gas turbines, steam engines and diesel engines.
Superheated steam tables
The superheated steam tables display the properties of steam at various pressures in much the same way as the saturated steam tables. However, with superheated steam there is no direct relationship between temperature and pressure. Therefore at a particular pressure it may be possible for superheated steam to exist at a wide range of temperatures.
In general, saturated steam tables give gauge pressure, superheated steam tables give absolute pressure.
| Absolute pressure bar a | Units | Temperature (°C) |
|||||
1.013 |
150 | 200 | 250 | 300 | 400 | 500 | |
| vg (m3/kg) | 1.912 | 2.145 | 2.375 | 2.604 | 3.062 | 3.519 | |
| ug (kJ/kg) | 2 583 | 2 659 | 2 734 | 2 811 | 2 968 | 3 131 | |
| hg (kJ/kg) | 2 777 | 2 876 | 2 975 | 3 075 | 3 278 | 3 488 | |
| sg (kJ/kg K) | 7.608 | 7.828 | 8.027 | 8.209 | 8.537 | 8.828 | |
Example 2.3.2
How much more heat does superheated steam with a temperature of 400 °C and a pressure of 1.013 bar a (0 bar g) have than saturated steam at the same pressure?

This may sound a useful increase in energy, but in fact it will actually make life more difficult for the engineer who wants to use steam for heating purposes.
From the energy in the superheat shown, the specific heat capacity can be determined by dividing this value by the temperature difference between saturation temperature (100 °C) and the superheated steam temperature (400 °C):

However, unlike the specific heat capacity of water, the specific heat capacity for superheated steam varies considerably with pressure and temperature and cannot be taken as a constant.
The value of 2.0 kJ/kg °C given above is therefore only the mean specific heat capacity over the specified temperature range for that pressure.
There is no direct relationship between temperature, pressure and the specific heat capacity of superheated steam. There is, however, a general trend towards an increase in specific heat capacity with increasing pressure at low degrees of superheat, but this is not always the case.

Can superheated steam be used in process heat exchangers and other heating processes?
Although not the ideal medium for transferring heat, superheated steam is sometimes used for process heating in many steam plants around the world, especially in the HPIs (Hydrocarbon Processing Industries) which produce oils and petrochemicals. This is more likely to be because superheated steam is already available on site for power generation, being the preferred energy source for turbines, rather than because it has any advantage over saturated steam for heating purposes. To be clear on this point, in most cases, saturated steam should be used for heat transfer processes, even if it means desuperheating the steam to do so. HPIs often desuperheat steam to within about ten degrees of superheat. This small degree of superheat is removed readily in the first part of the heating surface. Greater amounts of superheat are more difficult, and often uneconomic to deal with and (for heating purposes) are best avoided.
There are quite a few reasons why superheated steam is not as suitable for process heating as saturated steam:
Superheated steam has to cool to saturation temperature before it can condense to release its latent heat (enthalpy of evaporation). The amount of heat given up by the superheated steam as it cools to saturation temperature is relatively small in comparison to its enthalpy of evaporation.
If the steam has only a few degrees of superheat, this small amount of heat is quickly given up before it condenses. However, if the steam has a large degree of superheat, it may take a relatively long time to cool, during which time the steam is releasing very little energy.
Unlike saturated steam, the temperature of superheated steam is not uniform. Superheated steam has to cool to give up heat, whilst saturated steam changes phase. This means that temperature gradients over the heat transfer surface may occur with superheated steam.
In a heat exchanger, use of superheated steam can lead to the formation of a dry wall boiling zone, close to the tube sheet. This dry wall area can quickly become scaled or fouled, and the resulting high temperature of the tube wall may cause tube failure.
This clearly shows that in heat transfer applications, steam with a large degree of superheat is of little use because it:
- Gives up little heat until it has cooled to saturation temperature.
- Creates temperature gradients over the heat transfer surface as it cools to saturation temperature.
- Provides lower rates of heat transfer whilst the steam is superheated.
- Requires larger heat transfer areas.
So, superheated steam is not as effective as saturated steam for heat transfer applications. This may seem strange, considering that the rate of heat transfer across a heating surface is directly proportional to the temperature difference across it. If superheated steam has a higher temperature than saturated steam at the same pressure, surely superheated steam should be able to impart more heat? The answer to this is ‘no’. This will now be looked at in more detail.
It is true that the temperature difference will have an effect on the rate of heat transfer across the heat transfer surface, as clearly shown Equation 2.5.3.

Equation 2.5.3 also shows that heat transfer will depend on the overall heat transfer coefficient ‘U’, and the heat transfer area ‘A’.
For any single application, the heat transfer area might be fixed. However, the same cannot be said of the ‘U’ value; and this is the major difference between saturated and superheated steam.
The overall ‘U’ value for superheated steam will vary throughout the process, but will always be much lower than that for saturated steam. It is difficult to predict ‘U’ values for superheated steam, as these will depend upon many factors, but generally, the higher the degree of superheat, the lower the ‘U’ value.
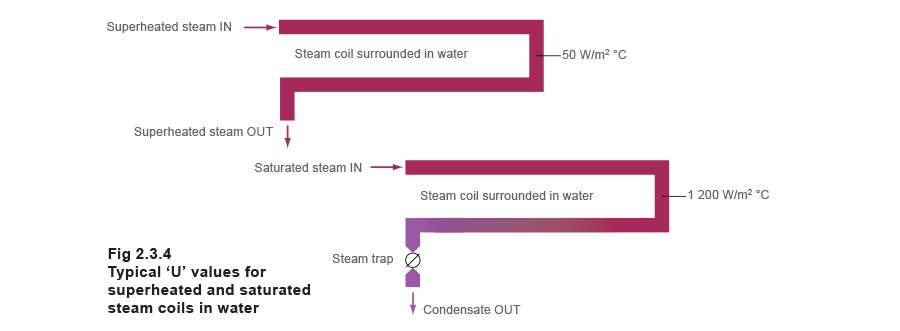
Typically, for a horizontal steam coil surrounded with water, ‘U’ values might be as low as 50 to 100 W/m² °C for superheated steam but 1 200 W/m² °C for saturated steam, as depicted in Figure 2.3.4.
For steam to oil applications, the ‘U’ values might be considerably less, perhaps as low as 20 W/m² °C for superheated steam and 150 W/m² °C for saturated steam.
In a shell and tube heat exchanger, 100 W/m² °C for superheated steam and 500 W/m² °C for saturated steam can be expected. These figures are typical; actual figures will vary due to other design and operational considerations.
Although the temperature of superheated steam is always higher than saturated steam at the same pressure, its ability to transfer heat is therefore much lower. The overall effect is that superheated steam is much less effective at transferring heat than saturated steam at the same pressure. The next Section ‘Fouling’ gives more detail.
Not only is superheated steam less effective at transferring heat, it is very difficult to quantify using Equation 2.5.3, Q̇ = U A ΔT, as the temperature of the steam will fall as it gives up its heat while passing along the heating surface.
Predicting the size of heat transfer surfaces utilising superheated steam is difficult and complex. In practice, the basic data needed to perform such calculations is either not known or empirically obtained, putting their reliability and accuracy in doubt.
Clearly, as superheated steam is less effective at transferring heat than saturated steam, then any heating area using superheated steam would have to be larger than a saturated steam coil operating at the same pressure to deliver the same heat flowrate.
If there is no choice but to use superheated steam, it is not possible to maintain steam in its superheated state throughout the heating coil or heat exchanger, since as it gives up some of its heat content to the secondary fluid, it cools towards saturation temperature. The amount of heat above saturation is quite small compared with the large amount available as condensation occurs.
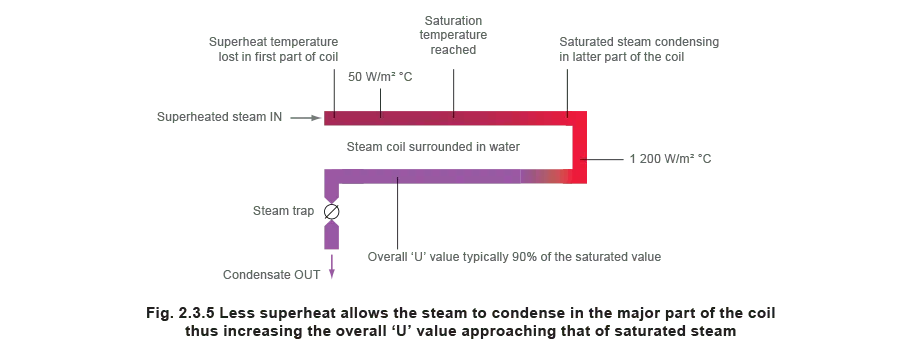
The steam should reach saturation relatively soon in the process; this allows the steam to condense to produce higher heat transfer rates and result in a higher overall ‘U’ value for the whole coil, see Figure 2.3.5.
To help to enable this, superheated steam used for heat transfer purposes should not hold more than about 10 °C of superheat.
If this is so, it is relatively easy and practical to design a heat exchanger or a coil with a heating surface area based upon saturated steam at the same pressure, by adding on a certain amount of surface area to allow for the superheat. Using this guideline, the first part of a coil will be used purely to reduce the temperature of superheated steam to its saturation point. The rest of the coil will then be able to take advantage of the higher heat transfer ability of the saturated steam. The effect is that the overall ‘U’ value may not be much less than if saturated steam were supplied to the coil.
From practical experience, if the extra heating area needed for superheated steam is 1% per 2 °C of superheat, the coil (or heat exchanger) will be large enough. This seems to work up to 10 °C of superheat. It is not recommended that superheated steam above 10 °C of superheat be used for heating purposes due to the probable disproportionate and uneconomic size of the heating surface, the propensity for fouling by dirt, and the possibility of product spoilage by the high and uneven superheat temperatures.
Fouling
Fouling is caused by deposits building up on the heat transfer surface adding a resistance to heat flow. Many process liquids can deposit sludge or scale on heating surfaces, and will do so at a faster rate at higher temperatures. Further, superheated steam is a dry gas. Heat flowing from the steam to the metal wall must pass through the static films adhering to the wall, which resist heat flow.
By contrast, the condensation of saturated steam causes the movement of steam towards the wall, and the release of large quantities of latent heat right at the condensing surface. The combination of these factors means that the overall heat transfer rates are much lower where superheated steam is present, even though the temperature difference between the steam and the secondary fluid is higher.
Example 2.3.3 Sizing a tube bundle for superheated steam
Superheated steam at 3 bar g with 10 °C of superheat (154 °C) is to be used as the primary heat source for a shell and tube process heat exchanger with a heating load of 250 kW, heating an oil based fluid from 80 °C to 120 °C (making the arithmetic mean secondary temperature (ΔTAM) 100 °C). Estimate the area of primary steam coil required.
(Arithmetic mean temperature differences are used to keep this calculation simple; in practice, logarithmic mean temperatures would be used for greater accuracy. Please refer to Module 2.5 ‘Heat Transfer’ for details on arithmetic and logarithmic mean temperature differences).
First, consider the coil if it were heated by saturated steam at 3 bar g (144 °C).
The ‘U’ value for saturated steam heating oil via a new carbon steel coil is taken to be 500 W/m2 °C.

Other applications using superheated steam
All the above applies when steam is flowing through a relatively narrow passage, such as the tubes in a shell and tube heat exchanger or the plates in a plate heat exchanger.
In some applications, perhaps a drying cylinder in a paper machine, superheated steam is admitted to a greater volume, when its velocity plummets to very small values. Here, the steam near the wall of the cylinder quickly drops in temperature to near saturation and condensation begins. The heat flow through the wall is then the same as if the cylinder were supplied with saturated steam. Superheat is present only within the ‘core’ in the steam space and has no discernible effect on heat transfer rates.
There are instances where the presence of superheat can actually reduce the performance of a process, where steam is being used as a process material.
One such process might involve moisture being imparted to the product from the steam as it condenses, such as, the conditioning of animal feedstuff (meal) prior to pelletising. Here the moisture provided by the steam is an essential part of the process; superheated steam would over-dry the meal and make pelletising difficult.
The effects of reducing steam pressure
In addition to the use of an additional heat exchanger (generally called a ‘superheater’), superheat can also be imparted to steam by allowing it to expand to a lower pressure as it passes through the orifice of a pressure reducing valve. This is termed a throttling process with the lower pressure steam having the same enthalpy (apart from a small amount lost to friction in passing through the valve) as the upstream high pressure steam. However, the temperature of the throttled steam will always be lower than that of the supply steam.
The state of the throttled steam will depend upon:
- The pressure of the supply steam.
- The state of the supply steam.
- The pressure drop across the valve orifice.
For supply steam below 30 bar g in the dry saturated state, any drop in pressure will produce superheated steam after throttling. The degree of superheat will depend on the amount of pressure reduction.
For supply steam above 30 bar g in the dry saturated state, the throttled steam might be superheated, dry saturated, or even wet, depending on the amount of pressure drop. For example, dry saturated steam at 60 bar g would have to be reduced to approximately 10.5 bar g to produce dry saturated steam. Any less of a pressure drop will produce wet steam, while any greater pressure drop would produce superheated steam.
Equally, the state of the supply steam at any pressure will influence the state of the throttled steam. For example, wet steam at a pressure of 10 bar g and 0.95 dryness fraction would need to be reduced to 0.135 bar g to produce dry saturated steam. Any less of a pressure drop would produce wet steam while any greater pressure drop would superheat the throttled steam.
Example 2.3.4 Increasing the dryness of wet steam with a control valve
Steam with a dryness fraction (χ) of 0.95 is reduced from 6 bar g to 1 bar g, using a pressure reducing valve.
Determine the steam conditions after the pressure reducing valve.
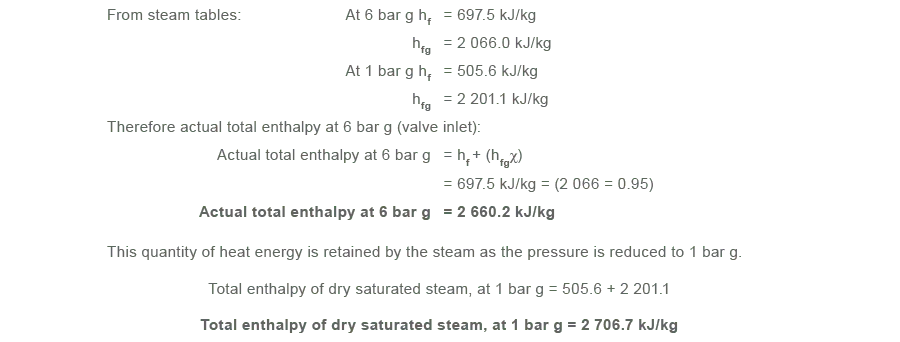
As the actual enthalpy of the steam at 1 bar g is less than the enthalpy of dry saturated steam at 1 bar g, then the steam is not superheated and still retains a proportion of moisture in its content.

Since the total enthalpy after the pressure reducing valve is less than the total enthalpy of steam at 1 bar g, the steam is still wet.
Example 2.3.5 Superheat created by a control valve
Steam with a dryness fraction of 0.98 is reduced from 10 bar g down to 1 bar g using a pressure reducing valve (as shown in Figure 2.3.6).

Determine the degree of superheat after the valve.
As in the previous example (2.3.4), the specific enthalpy of dry saturated steam (hg) at 1 bar g is 2 706.7 kJ/kg.
The actual total enthalpy of the steam is greater than the total enthalpy (hg) of dry saturated steam at 1 bar g. The steam is therefore not only 100% dry, but also has some degree of superheat.
The excess energy = 2 741.7 - 2 706.7 = 35 kJ/kg, and this is used to raise the temperature of the steam from the saturation temperature of 120 °C to 136 °C.

The degree of superheat can be determined either by using superheated steam tables, or by using a Mollier chart.
The Mollier chart
The Mollier chart is a plot of the specific enthalpy of steam against its specific entropy (sg).
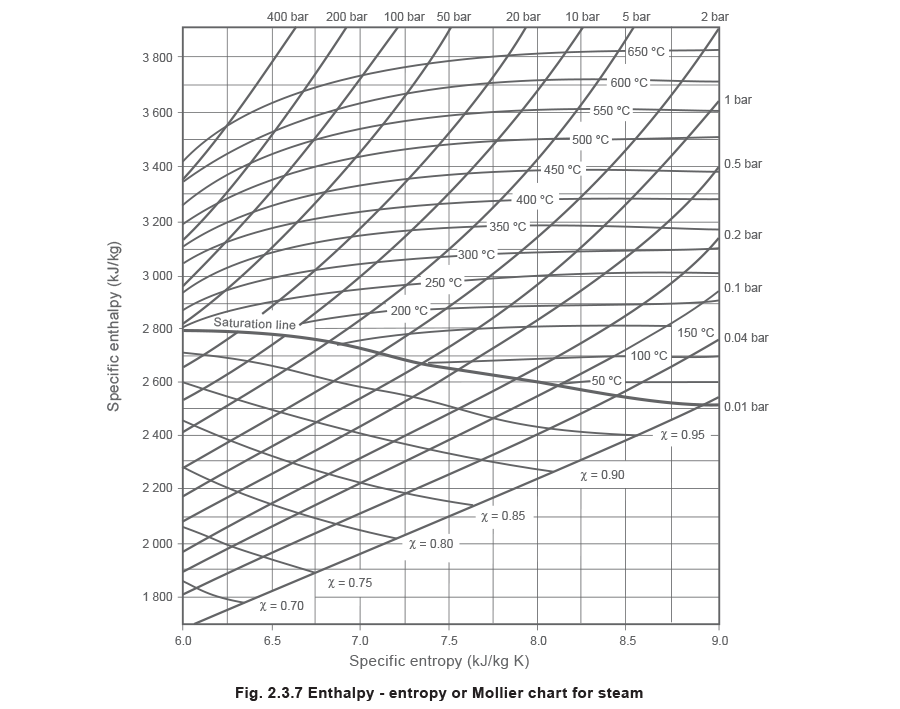
Figure 2.3.7 shows a simplified, small scale version of the Mollier chart. The Mollier chart displays many different relationships between enthalpy, entropy, temperature, pressure and dryness fraction. It may appear to be quite complicated, due to the number of lines:
Constant enthalpy lines (horizontal).
Constant entropy lines (vertical).
The steam saturation curve across the centre of the chart divides it into a superheated steam region, and a wet steam region. At any point above the saturation curve the steam is superheated, and at any point below the saturation curve the steam is wet. The saturation curve itself represents the condition of dry saturated steam at various pressures.
Constant pressure lines in both regions.
Constant temperature lines in the superheat region.
Constant dryness fraction (χ) lines in the wet region.
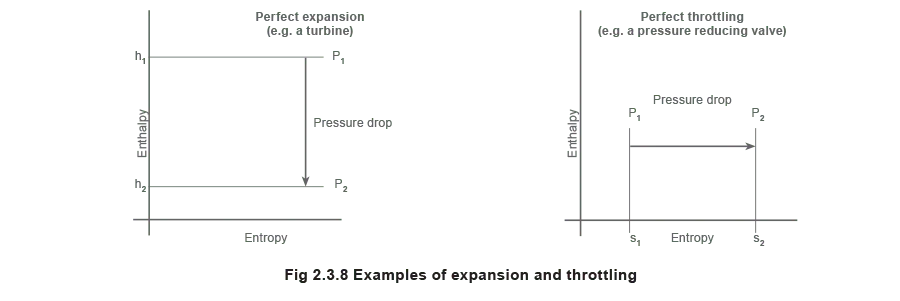
A perfect expansion, for example within a steam turbine or a steam engine, is a constant entropy process, and can be represented on the chart by moving vertically downwards from a point representing the initial condition to a point representing the final condition.
A perfect throttling process, for example across a pressure reducing valve, is a constant enthalpy process. It can be represented on the chart by moving horizontally from left to right, from a point representing the initial condition to a point representing the final condition.
Both these processes involve a reduction in pressure, but the difference lies in the way in which this is achieved.
The two examples shown in Figure 2.3.8 illustrate the advantage of using the chart to analyse steam processes; they provide a pictorial representation of such processes. However, steam processes can also be numerically represented by the values provided in the superheated steam tables.
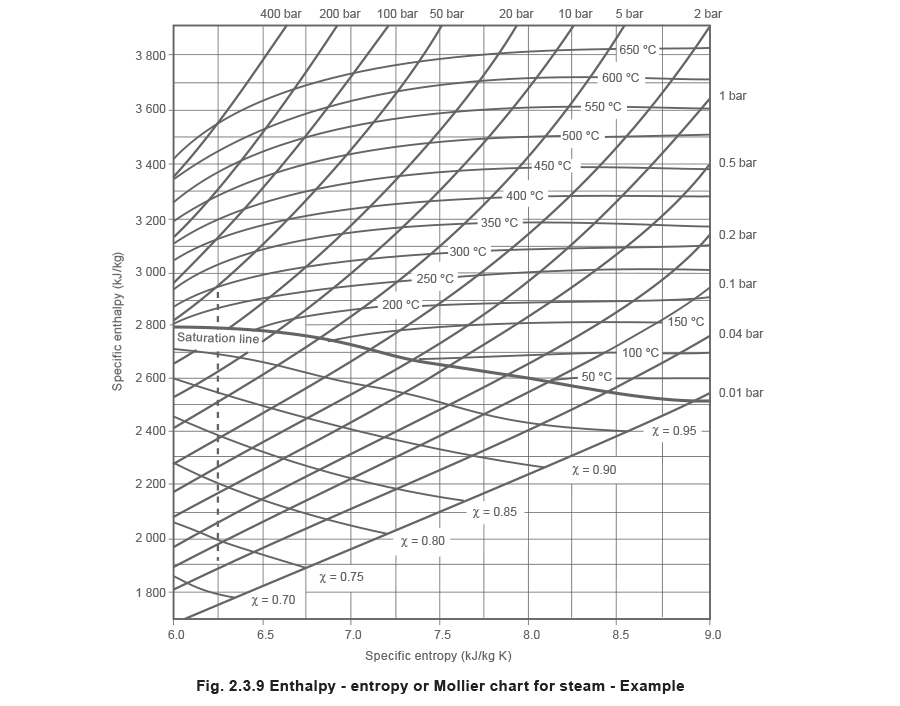
Example 2.3.6 Perfect isentropic expansion resulting in work
Consider the perfect expansion of steam through a turbine. Initially the pressure is 50 bar a, the temperature is 300 °C, and the final pressure is 0.04 bar a.
As the process is a perfect expansion, the entropy remains constant. The final condition can then be found by dropping vertically downwards from the initial condition to the 0.04 bar a constant pressure line (see Figure 2.3.9).
At the initial condition, the entropy is approximately 6.25 kJ/kg °C. If this line is followed vertically downwards until 0.04 bar a is reached, the final condition of the steam can be evaluated. At this point the specific enthalpy is 1 890 kJ/kg, and the dryness fraction is 0.72 (see Figure 2.3.9).
The final condition can also be determined by using the superheated steam tables.
At the initial condition (50 bar a/300 °C): hg = 2 927 kJ/kg
and sg = 6.212 kJ/kg °C
For dry saturated steam 0.04 bar a: sf = 0.422 kJ/kg °C
sfg = 8.051 kJ/kg °C
and sg = 8.473 kJ/kg °C
Since the entropy of dry saturated steam at 0.04 bar a (8.473 kJ/kg °C) is greater than the entropy of the superheated steam at 50 bar a/300 °C (6.212 kJ/kg °C), it follows that some of the dry saturated steam must have condensed to maintain the constant entropy.
As the entropy remains constant, at the final condition:

These answers correspond closely with the results obtained using the Mollier chart. The small difference in value between the two sets of results is to be expected, considering the inaccuracies involved in reading off a chart such as this.