Condensate Recovery

Contents
Layout of Condensate Return Lines
Considerations surrounding the design and layout of condensate return pipework, including drain lines to steam traps, discharge lines from traps, common return lines and pumped return lines. Includes the effect of trap types used, the effect of different pressures and discharging condensate into flooded mains.
Layout of Condensate Return Lines
No single set of recommendations can cover the layout of condensate pipework. Much depends on the application pressure, the steam trap characteristics, the position of the condensate return main relative to the plant, and the pressure in the condensate return main. For this reason it is best to start by considering what has to be achieved, and to design a layout which will ensure that basic good practice is met.
The prime objectives are that:
- Condensate must not be allowed to accumulate in the plant, unless the steam using apparatus is specifically designed to operate in this way. Generally apparatus is designed to operate nonflooded, and where this is the case, accumulated condensate will inhibit performance, and encourage the corrosion of pipes, fittings and equipment.
- Condensate must not be allowed to accumulate in the steam main. Here it can be picked up by high velocity steam, leading to erosion and waterhammer in the pipework.
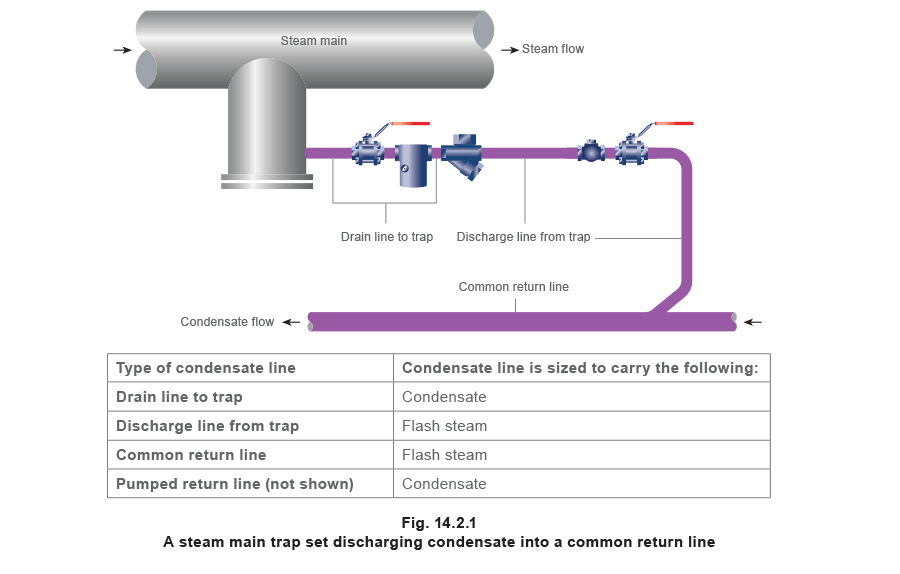
The subject of condensate piping will divide naturally into four basic types where the requirements and considerations of each will differ. These four basic types are defined and illustrated in Figure 14.2.1.
Drain lines to steam traps
In the drain line, the condensate and any incondensable gases must flow from the drain outlet of the plant to the steam trap.
In a properly sized drain line, the plant being drained and the body of the steam trap are virtually at the same pressure and, because of this, condensate does not flash in this line. Gravity is the driving force and is relied upon to induce flow along the pipe. For this reason, it makes sense for the trap to be situated below the outlet of the plant being drained, and the trap discharge pipe to terminate below the trap. (An exception to this is the tank heating coils discussed in Module 2.10).
The type of steam trap used (thermostatic, thermodynamic or mechanical) can affect the piping layout.
Thermostatic steam traps
Thermostatic traps will cool condensate below saturation temperature before discharging. This effectively waterlogs the drain line, often allowing condensate to back-up and flood the plant.
There are some applications where the sub-cooling of condensate has significant advantages and is encouraged. Less flash steam is produced in the trap discharge line, and the introduction of condensate into the condensate main is gentler.
Thermostatic traps discharging via open-ended pipework will waste less energy than mechanical traps because more of the sensible heat in the waterlogged condensate imparts its heat to the process; a typical example is that of a steam tracer line.
Thermostatic traps should not be used to drain steam mains or heat exchangers, unless proper consideration is given to a longer and/or larger drain line to act as a reservoir and dissipate heat to atmosphere. The extra length (or larger diameter) of drain line required to do this is usually impractical, as shown in Example 14.2.1.
Example 14.2.1
A 30 kW air heater is to be fitted with a DN15 thermostatic steam trap, which releases condensate at 13°C below saturation temperature. The normal working pressure is 3 bar g, the ambient temperature is 15°C, and the heat loss from the drain line to the environment is estimated to be 20 W/m2 °C.
Determine the minimum required length of 15 mm drain line to the thermostatic trap.
From steam tables, at 3 bar g:

As the trap discharges at 131°C, the drain line has to emit enough heat such that the condensate at the heater outlet is at saturation temperature, and that condensate will not back-up into the heater. The required heat loss from the drain line can be calculated from Equation 2.6.5.

This heat loss will be achieved from the mean condensate temperature along the drain line. Mean condensate temperature in the drain line.

The surface area of the drain line to provide the required heat loss can be calculated using Equation 2.5.3.

Note: will be a mean heat transfer rate (Q̇M) if ΔT is a mean temperature difference (ΔTLM or ΔTAM)
ΔT in Equation 2.5.3 is the difference between the mean condensate temperature and the ambient temperature = 137.5°C - 15°C = 122.5°C
Q = 0.768 kW
U = 20 W/m2 °C
From Equation 2.5.3
0.768 x 103 watts = 20 watts/m2 °C x A x 122.5°C
Therefore, A = 0.313 m2
The length of pipe required to provide this surface area can be calculated using information from Table 2.10.3.

This length of pipe (4.7 m) is probably impractical in the field. Two alternatives remain. One is to increase the diameter of the drain line, which is still usually impractical; the other is much simpler, to fit the correct trap for this type of application; a float-thermostatic trap which discharges condensate at steam temperature and hence requires no cooling leg.
Should a thermostatic trap be considered essential, and fitted no more than 2 metres away from the heater outlet, it would be necessary to calculate the required diameter of drain line. The heat loss required from the pipe remains the same, along with the total surface area of the pipe, but the surface area per metre length must increase.

The surface area required/metre length = 0.157 m2 /m
From Table 2.10.3, it can be seen that the minimum sized pipe to give this area per metre is a 50 mm pipe, which, again, may be construed as being impractical and expensive to fabricate.
The moral of this is that it is usually easier and cheaper to select the correct trap for the job, than have the wrong type of trap and fabricate a solution around it.
Thermodynamic steam traps
Traps that discharge intermittently, such as thermodynamic traps, will accumulate condensate between discharges. However, they are extremely robust, will tolerate freezing ambient temperatures and have a relatively small outer surface area, meaning that heat loss to the environment is minimised. They are not suitable for discharging condensate into flooded return lines, as will be explained later in this Block.
Mechanical steam traps
Mechanical steam traps with a continuous discharge characteristic, for example float-thermostatic traps, often prove to be the best option, and have the additional advantage of being able to vent air.
Most float traps are available in two basic flow configurations, either horizontal or vertical flow through the trap. Some inverted bucket traps have bottom inlet and top outlet connections. Clearly, the trap connections will affect the path of connecting pipework.
The drain line should be kept to a minimum length, ideally less than 2 metres. Long drain lines from the plant to the steam trap can fill with steam and prevent condensate reaching the trap. This effect is termed steam locking. To minimise this risk, drain lines should be kept short (see Figure 14.2.2). In situations where long drain lines are unavoidable, the steam locking problem may be overcome using float traps with steam lock release devices. The problem of steam locking should be tackled by fitting the correct length of pipe in the first place, if possible.

The detailed arrangements for trapping steam-using plant and steam mains drainage are different as is explained in the following paragraphs.
With steam-using plant, the pipe from the condensate connection should fall vertically for about 10 pipe diameters to the steam trap. Assuming a correctly sized ball float trap is installed, this will ensure that surges of condensate do not accumulate in the bottom of the plant with its attendant risks of corrosion and waterhammer. It will also provide a small amount of static head to help remove condensate during start-up when the steam pressure might be very low. The pipework should then run horizontally, with a fall in the direction of flow to ensure that condensate flows freely (see Figure 14.2.3).

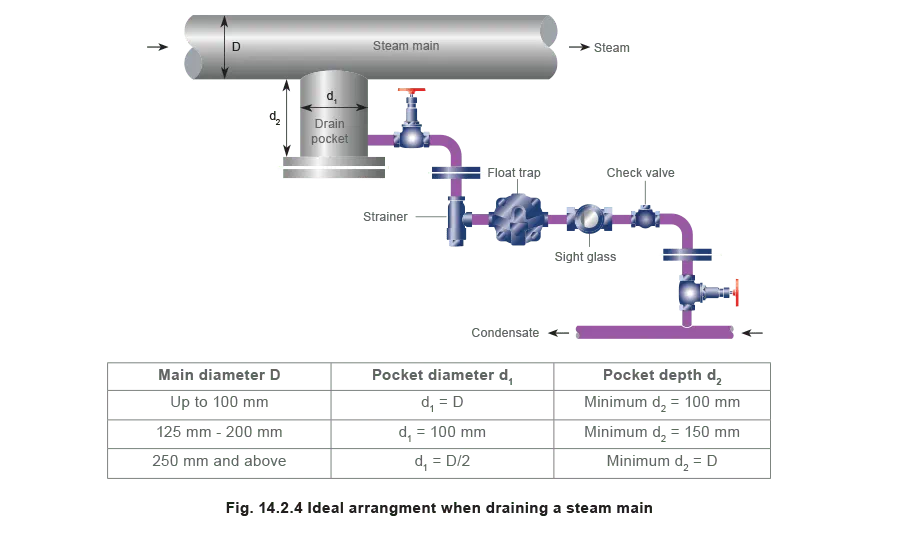
With steam mains drainage, provided drain pockets are installed as recommended in Module 10.3, then the drain line between the pocket and the steam trap may be horizontal. If the drain pocket is not as deep as the recommendation, then the steam trap should be fitted an equivalent distance below it (see Figure 14.2.4).
Discharge lines from traps
These pipes will carry condensate, incondensable gases, and flash steam from the trap to the condensate return system (Figure 14.2.5). Flash steam is formed as the condensate is discharged from the high-pressure space before the steam trap to the lower pressure space of the condensate return system. (Flash steam is discussed briefly in Module 14.1, and in more detail in Module 2.2).
These lines should also fall in the direction of flow to maintain free flow of condensate. On shorter lines, the fall should be discernible by sight. On longer lines, the fall should be about 1:70, that is, 100 mm every 7 metres.

Discharging into flooded return lines
Discharging traps into flooded return lines is not recommended, especially with blast action traps (thermodynamic or inverted bucket types), which remove condensate at saturation temperature.
Good examples of flooded condensate mains are pumped return lines and rising condensate lines. They often follow the same route as steam lines, and it is tempting to simply connect mains drainage steam trap discharge lines into them. However, the high volume of flash steam released into long flooded lines will violently push the water along the pipe, causing waterhammer, noise and, in time, mechanical failure of the pipe.
Common return lines
Where condensate from more than one trap flows to the same collecting point such as a vented receiver, it is usual to run a common line into which individual trap discharge lines are connected.
Provided the layouts as featured in Figures 14.2.6/7/8 and 10 are observed, and the pipework is adequately sized as indicated in Module 14.3, this is not a problem.
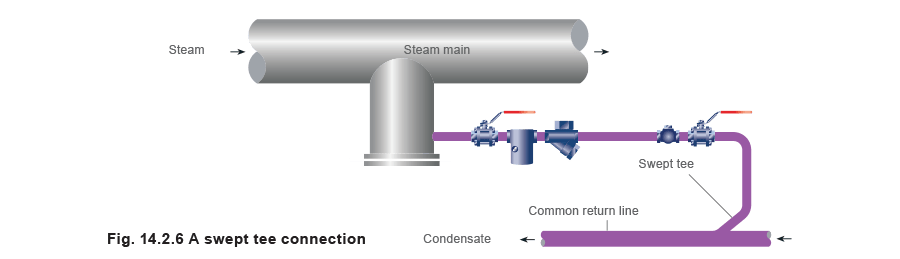
Blast discharge traps
If blast discharge traps (thermodynamic or inverted bucket types) are used, the reactionary forces and velocities can be high. Swept tees will help to reduce mechanical stress and erosion at the point where the discharge line joins the common return line (see Figure 14.2.6).
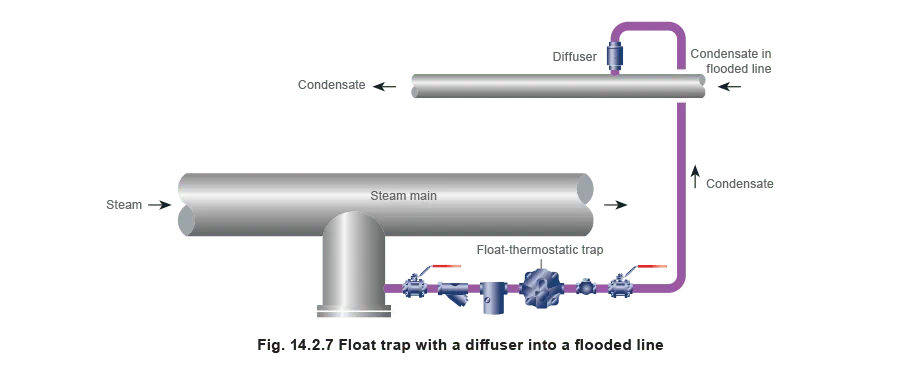
Continuous discharge traps
If, for some reason, swept tees cannot be used, a float-thermostatic trap with its continuous discharge action is a better option (Figure 14.2.7). The flooded line will absorb the dissipated energy from the (relatively small) continuous flow from the float-thermostatic trap, more easily.
If the pressure difference between the steam and condensate mains is very high, then a diffuser will help to cushion the discharge, reducing both erosion and noise.
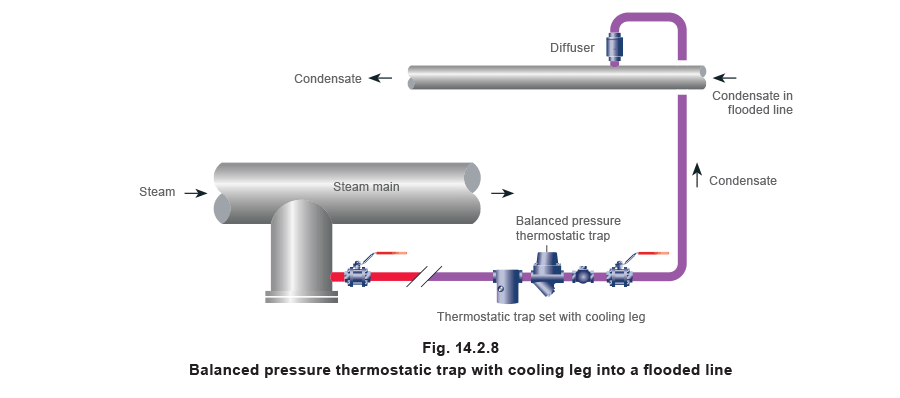
Another alternative is to use a thermostatic trap that holds back condensate until it cools below the steam saturation temperature; this reduces the amount of flash steam formed (Figure 14.2.8).
To avoid waterlogging the steam main, the use of a generous collecting pocket on the main, plus a cooling leg of 2 to 3 m of unlagged pipe to the trap is essential. The cooling leg stores condensate while it is cooling to the discharge temperature.
If there is any danger of waterlogging the steam main, thermostatic traps should not be used.
Temperature controlled plant with steam traps draining into flooded lines
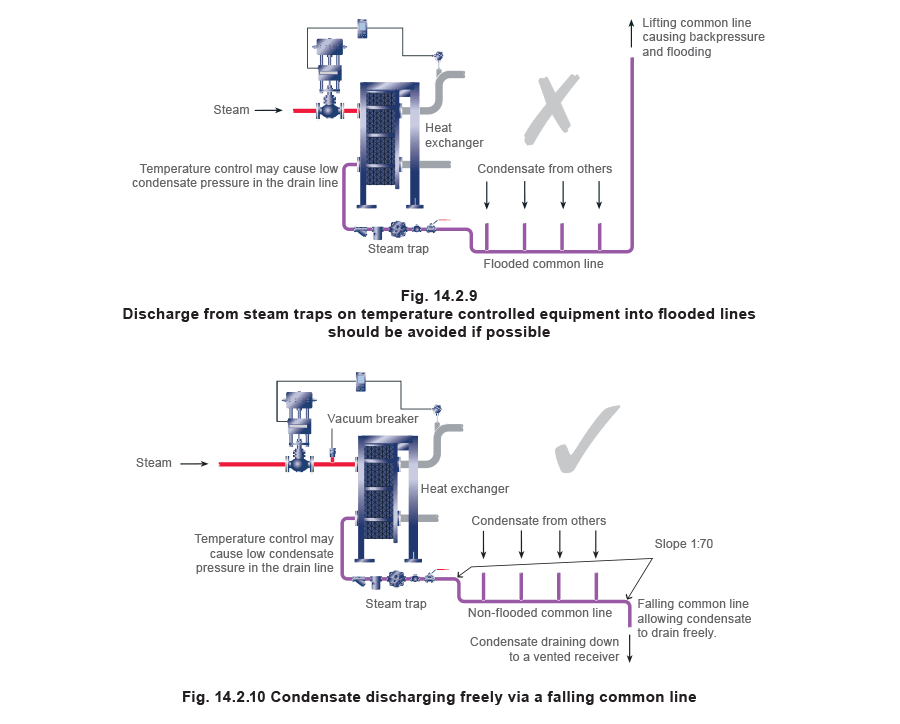
Processes using temperature control provide an example where the supply steam pressure is throttled across a control valve. The effect of this is to reduce steam trap capacity to a point where the condensate flow can stop completely, and the system is said to have stalled. The subject of stall is discussed in greater depth in Block 13.
Stall occurs as a result of insufficient steam pressure to purge the steam plant of condensate, and is more likely when the plant has a high turndown from full-load to part load.
Not all temperature controlled systems will stall, but the backpressure caused by the condensate system could have an adverse effect on the performance of the trap. This in turn, might impair the heat transfer capability of the process (Figure 14.2.9).
Condensate drain lines should, therefore, be configured so that condensate cannot flood the main into which they are draining as depicted in Figure 14.2.10.
Discharge lines at different pressures
Condensate from more than one temperature controlled process may join a common line, as long as this line is:
- Designed to slope in the direction of flow to a collection point.
- Sized to cater for the cumulative effects of any flash steam from each of the branch lines at full-load.
The concept of connecting the discharges from traps at different pressures is sometimes misunderstood.
If the branch lines and the common line are correctly sized, the pressures downstream of each trap will be virtually the same. However, if these lines are undersized, the flow of condensate and flash steam will be restricted, due to a build up of backpressure caused by an increased resistance to flow within the pipe. Condensate flowing from traps draining the lower pressure systems will tend to be the more restricted.
Each part of the discharge piping system should be sized to carry any flash steam present at acceptable steam velocities. The discharge from a high-pressure trap will not interfere with that from a low-pressure trap if the discharge lines and common line are properly sized and sloped in the direction of flow. Module 14.3, ‘Sizing of condensate return lines’ gives further details.
Pumped return lines
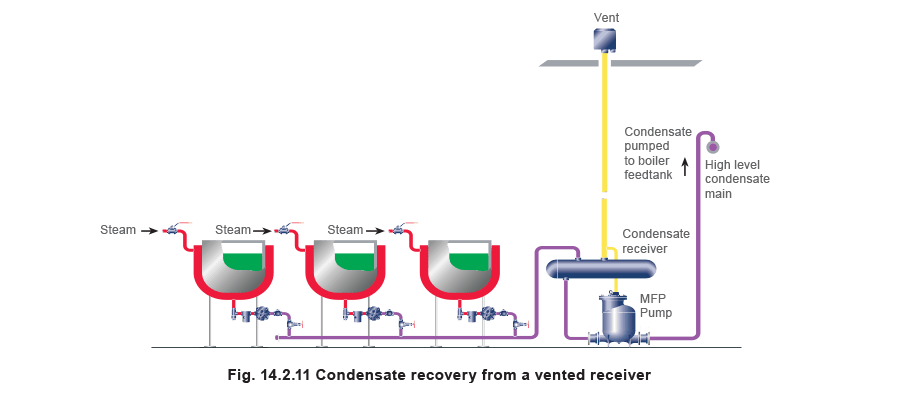
Flash steam may, at some point, be separated from the condensate and used in a recovery system, or simply vented to atmosphere from a suitable receiver (Figure 14.2.11). The residual hot condensate from the latter can be pumped on to a suitable collecting tank such as a boiler feedtank. When the pump is served from a vented receiver, the pumped return line will be fully flooded with condensate at temperatures below 100°C, which means flash steam is less likely to occur in the line.
Flow in a pumped return line is intermittent, as the pump starts and stops according to its needs. The pump discharge rate will be higher than the rate at which condensate enters the pump. It is, therefore, the pump discharge rate which determines the size of the pump discharge line, and not the rate at which condensate enters the pump.
The pumping of condensate is discussed in further detail in Module 14.4, ‘Pumping condensate from vented receivers’.