Control Hardware Electric-Pneumatic Actuation

Contents
Control Valves
This tutorial briefly describes the basic components of different types of linear and rotary action control valves available for use in steam and water systems.
Block 6 of The Steam and Condensate Loop considers the practical aspects of control, putting the basic control theory discussed in Block 5 into practice.
A basic control system would normally consist of the following components:
- Control valves
- Actuators.
- Controllers.
- Sensors.
All of these terms are generic and each can include many variations and characteristics. With the advance of technology, the dividing line between individual items of equipment and their definitions are becoming less clear. For example, the positioner, which traditionally adjusted the valve to a particular position within its range of travel, can now:
- Take input directly from a sensor and provide a control function.
- Interface with a computer to alter the control functions, and perform diagnostic routines.
- Modify the valve movements to alter the characteristics of the control valve.
- Interface with plant digital communication systems.
However, for the sake of clarity at this point, each item of equipment will be considered separately.
Control Valves
Whilst a wide variety of valve types exist, this document will concentrate on those which are most widely used in the automatic control of steam and other industrial fluids. These include:
- Valve types which have linear and rotary spindle movement.
- Linear types include globe valves and slide valves.
- Rotary types include ball valves, butterfly valves, plug valves and their variants.
The first choice to be made is between two-port and three-port valves.
- Two-port valves ‘throttle’ (restrict) the fluid passing through them.
- Three-port valves can be used to ‘mix’ or ‘divert’ liquid passing through them.
Two-port valves
Globe valves
Globe valves are frequently used for control applications because of their suitability for throttling flow and the ease with which they can be given a specific ‘characteristic’, relating valve opening to flow.
Two typical globe valve types are shown in Figure 6.1.1. An actuator coupled to the valve spindle would provide valve movement.
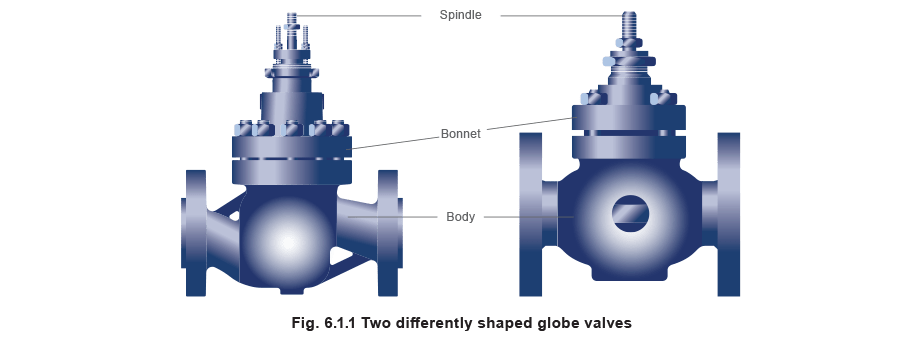
The major constituent parts of globe valves are:
- The body.
- The bonnet.
- The valve seat and valve plug, or trim.
- The valve spindle (which connects to the actuator).
- The sealing arrangement between the valve stem and the bonnet.
Figure 6.1.2 is a diagrammatic representation of a single seat two-port globe valve. In this case the fluid flow is pushing against the valve plug and tending to keep the plug off the valve seat.
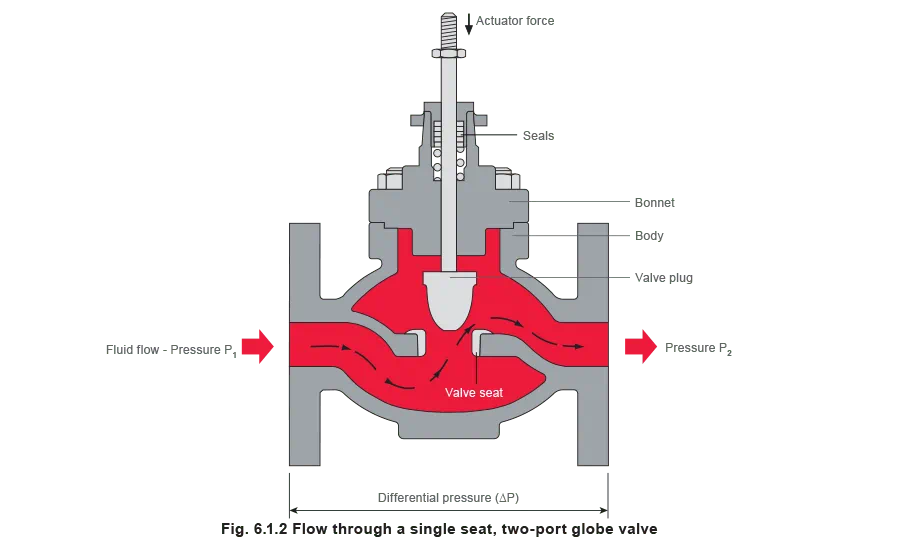
The difference in pressure upstream (P1) and downstream (P2) of the valve, against which the valve must close, is known as the differential pressure (ΔP). The maximum differential pressure against which a valve can close will depend upon the size and type of valve and the actuator operating it.
In broad terms, the force required from the actuator may be determined using Equation 6.1.1.

In a steam system, the maximum differential pressure is usually assumed to be the same as the upstream absolute pressure. This allows for possible vacuum conditions downstream of the valve when the valve closes. The differential pressure in a closed water system is the maximum pump differential head.
If a larger valve, having a larger orifice, is used to pass greater volumes of the medium, then the force that the actuator must develop in order to close the valve will also increase. Where very large capacities must be passed using large valves, or where very high differential pressures exist, the point will be reached where it becomes impractical to provide sufficient force to close a conventional single seat valve. In such circumstances, the traditional solution to this problem is the double seat two-port valve.
As the name implies, the double seat valve has two valve plugs on a common spindle, with two valve seats. Not only can the valve seats be kept smaller (since there are two of them) but also, as can be seen in Figure 6.1.3, the forces are partially balanced. This means that although the differential pressure is trying to keep the top valve plug off its seat (as with a single seat valve) it is also trying to push down and close the lower valve plug.
However, a potential problem exists with any double seat valve. Because of manufacturing tolerances and differing coefficients of expansion, few double seat valves can be guaranteed to give good shut-off tightness.
Shut-off tightness
Control valve leakage is classified with respect to how much the valve will leak when fully closed. The leakage rate across a standard double seat valve is at best Class III, (a leakage of 0.1% of full flow) which may be too much to make it suitable for certain applications. Consequently, because the flow paths through the two-ports are different, the forces may not remain in balance when the valve opens.
Various international standards exist that formalise leakage rates in control valves. The following leakage rates are taken from the British Standard BS 5793 Part 4 (IEC 60534-4). For an unbalanced standard single seat valve, the leakage rate will normally be Class IV, (0.01% of full flow), although it is possible to obtain Class V, (1.8 x 105 x differential pressure (bar) x seat diameter (mm). Generally, the lower the leakage rate the more the cost.
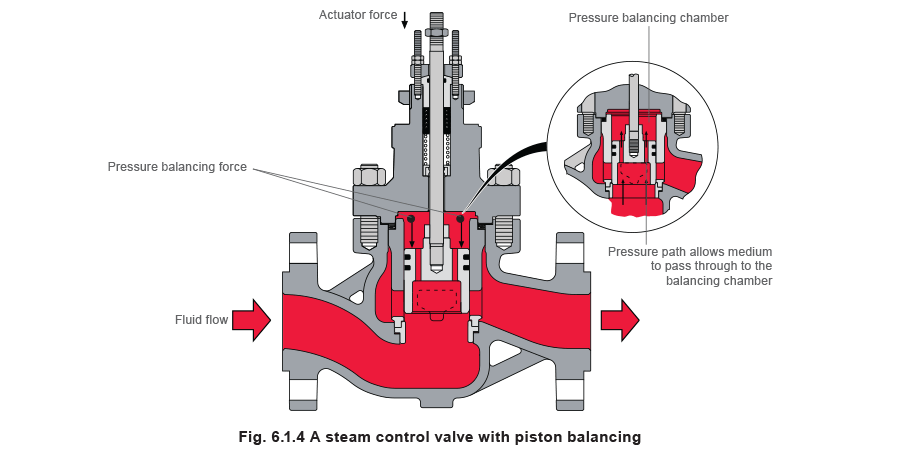
Balanced single seat valves
Because of the leakage problem associated with double seat valves, when a tight shut-off is required a single seat valve should be specified. The forces required to shut a single seat globe valve increase considerably with valve size. Some valves are designed with a balancing mechanism to reduce the closing force necessary, especially on valves operating with large differential pressures. In a piston-balanced valve, some of the upstream fluid pressure is transmitted via internal pathways into a space above the valve plug, which acts as a pressure balancing chamber. The pressure contained in this chamber provides a downforce on the valve plug as shown in Figure 6.1.4, balancing the upstream pressure and assisting the normal force exerted by the actuator, to close the valve.
Slide valves, spindle operated
Slide valves tend to come in two different designs; wedge gate type and parallel slide type. Both types are well suited for isolating fluid flow, as they give a tight shut-off and, when open, the pressure drop across them is very small. Both types are used as manually operated valves, but if automatic actuation is required, the parallel slide valve is usually chosen, whether for isolation or control. Typical valves are shown in Figure 6.1.5.
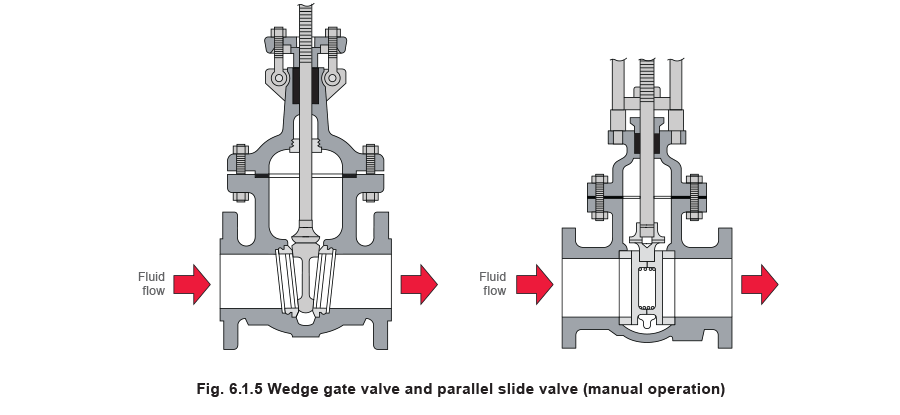
The parallel slide valve closes by means of two spring loaded sliding disks (springs not shown), which pass across the flow-path of the fluid, the fluid pressure ensuring a tight joint between the downstream disk and its seat. Large size parallel slide valves are used in main steam and feedlines in the power and process industries to isolate sections of the plant. Small-bore parallel slides are also used for the control of ancillary steam and water services although, mainly due to cost, these tasks are often carried out using actuated ball valves and piston type valves.
Rotary type valves
Rotary type valves, often called quarter-turn valves, include plug valves, ball valves and butterfly valves. All require a rotary motion to open and close, and can easily be fitted with actuators.
Eccentric plug valves
Figure 6.1.6 shows a typical eccentric plug valve. These valves are normally installed with the plug spindle horizontal as shown, and the attached actuator situated alongside the valve.
Plug valves may include linkages between the plug and actuator to improve the leverage and closing force, and special positioners that modify the inherent valve characteristic to a more useful equal percentage characteristic (valve characteristics are discussed in Module 6.5).

Ball valves
Figure 6.1.7 shows a ball valve consisting of a spherical ball located between two sealing rings in a simple body form. The ball has a hole allowing fluid to pass through. When aligned with the pipe ends, this gives either full bore or nearly full bore flow with very little pressure drop. Rotating the ball through 90° opens and closes the flow passage. Ball valves designed specifically for control purposes will have characterized balls or seats, to give a predictable flow pattern.
Ball valves are an economic means of providing control with tight shut-off for many fluids including steam at temperatures up to 250°C (38 bar g, saturated steam). Above this temperature, special seat materials or metal-to-metal seatings are necessary, which can be expensive. Ball valves are easily actuated and often used for remote isolation and control. For critical control applications, segmented balls and balls with specially shaped holes are available to provide different flow characteristics.
Butterfly valves
Figure 6.1.8 is a simple schematic diagram of a butterfly valve, which consists of a disc rotating in trunnion bearings. In the open position the disc is parallel to the pipe wall, allowing full flow through the valve. In the closed position it is rotated against a seat, and perpendicular to the pipe wall.
Traditionally, butterfly valves were limited to low pressures and temperatures, due to the inherent limitations of the soft seats used. Currently, valves with higher temperature seats or high quality and specially machined metal-to-metal seats are available to overcome these drawbacks. Standard butterfly valves are now used in simple control applications, particularly in larger sizes and where limited turndown is required.
Special butterfly valves are available for more demanding duties.
A fluid flowing through a butterfly valve creates a low pressure drop, in that the valve presents little resistance to flow when open. In general however, their differential pressure limits are lower than those for globe valves. Ball valves are similar except that, due to their different sealing arrangements, they can operate against higher differential pressures than equivalent butterfly valves.
Options
There are always a number of options to consider when choosing a control valve. For globe valves, these include a choice of spindle gland packing material and gland packing configurations, which are designed to make the valve suitable for use on higher temperatures or for different fluids. Some examples of these can be seen in the simple schematic diagrams in Figure 6.1.9. It is worth noting that certain types of gland packing produce a greater friction with the valve spindle than others. For example, the traditional stuffing box type of packing will create greater friction than the PTFE spring-loaded chevron type or bellows sealed type. Greater friction requires a higher actuator force and will have an increased propensity for haphazard movement.
Spring-loaded packing re-adjusts itself as it wears. This reduces the need for regular manual maintenance. Bellows sealed valves are the most expensive of these three types, but provide minimal friction with the best stem sealing mechanism. As can be seen in Figure 6.1.9, bellows sealed valves usually have another set of traditional packing at the top of the valve spindle housing. This will act as a final defence against any chance of leaking through the spindle to atmosphere.

Valves also have different ways of guiding the valve plug inside the body. One common guidance method, as depicted in Figure 6.1.10, is the ‘double guided’ method, where the spindle is guided at both the top and the bottom of its length. Another type is the ‘guided plug’ method where the plug may be guided by a cage or a frame. Some valves can employ perforated plugs, which combine plug guidance and noise reduction.
Summary of two-port valves used for automatic control
By far the most widely used valve type for the automatic control of steam processes and applications is the globe valve. It is relatively easy to actuate, it is versatile, and has inherent characteristics well suited to the automatic control needs of steam.
It should also be said that two-port automatic control valves are also used within liquid systems, such as low, medium and high temperature hot water systems, and thermal oil systems. Liquid systems carry an inherent need to be balanced with regard to mass flows. In many instances, systems are designed where two-port valves can be used without destroying the balance of distribution networks.
However, when two-port valves cannot be used on a liquid system, three-port valves are installed, which inherently maintain a balance across the distribution system, by acting in a diverting or mixing fashion.
Three-port valves
Three-port valves can be used for either mixing or diverting service depending upon the plug and seat arrangement inside the valve. A simple definition of each function is shown in Figure 6.1.11.

There are three basic types of three-port valve:
Piston valves
This type of valve has a hollow piston, (Figure 6.1.12), which is moved up and down by the actuator, covering and correspondingly uncovering the two-ports A and B. Port A and port B have the same overall fluid transit area and, at any time, the cumulative cross-sectional area of both is always equal. For instance, if port A is 30% open, port B is 70% open, and vice versa. This type of valve is inherently balanced and is powered by a self-acting control system. Note: The porting configuration may differ between manufacturers.
Globe type three-port valves (also called ‘lift and lay’)
Here, the actuator pushes a disc or pair of valve plugs between two seats (Figure 6.1.13), increasing or decreasing the flow through ports A and B in a corresponding manner.

Note: A linear characteristic is achieved by profiling the plug skirt (see Figure 6.1.14).

Rotating shoe three-port valve
This type of valve employs a rotating shoe, which shuttles across the port faces. The schematic arrangement in Figure 6.1.15 illustrates a mixing application with approximately 80% flowing through port A and 20% through port B, 100% to exit through port AB.

Using three-port valves
Not all types can be used for both mixing and diverting service. Figure 6.1.16 shows the incorrect application of a globe valve manufactured as a mixing valve but used as a diverting valve.

The flow entering the valve through port AB can leave from either of the two outlet ports A or B, or a proportion may leave from each. With port A open and port B closed, the differential pressure of the system will be applied to one side of the plug.
When port A is closed, port B is open, and differential pressure will be applied across the other side of the plug. At some intermediate plug position, the differential pressure will reverse. This reversal of pressure can cause the plug to move out of position, giving poor control and possible noise as the plug ‘chatters’ against its seat.
To overcome this problem on a plug type valve designed for diverting, a different seat configuration is used, as shown in Fig. 6.1.17. Here, the differential pressure is equally applied to the same sides of both valve plugs at all times.

In closed circuits, it is possible to use mixing valves or diverting valves, depending upon the system design, as depicted in Figures 6.1.18 and 6.1.19.
In Figure 6.1.18, the valve is designed as a mixing valve as it has two inlets and one outlet. However, when placed in the return pipework from the load, it actually performs a diverting function, as it diverts hot water away from the heat exchanger.

Consider the mixing valve used in Figure 6.1.18, when the heat exchanger is calling for maximum heat, perhaps at start-up, port A will be fully open, and port B fully closed. The whole of the water passing from the boiler is passed through the heat exchanger and passes through the valve via ports AB and A. When the heat load is satisfied, port A will be fully closed and port B fully open, and the whole of the water passing from the boiler bypasses the load and passes through the valve via ports AB and B. In this sense, the water is being diverted from the heat exchanger in relation to the requirements of the heat load.
The same effect can be achieved by installing a diverting valve in the flow pipework, as depicted by Figure 6.1.19.
