Pipeline ancillaries

Contents
Separators
'Wet' steam is a major concern in a steam system as it can cause process and maintenance problems, including lower productivity, erosion and corrosion. Separators are designed to efficiently remove the moisture from steam flow. The application and selection of different types are considered here.
Wet steam is steam containing a degree of water, and is one of the main concerns in any steam system. It can reduce plant productivity and product quality, and can cause damage to most items of plant and equipment. Whilst careful drainage and trapping can remove most of the water, it will not deal with the water droplets suspended in the steam. To remove these suspended water droplets, separators are installed in steam pipelines.
The steam produced in a boiler designed to generate saturated steam is inherently wet. Although the dryness fraction will vary according to the type of boiler, most shell type steam boilers will produce steam with a dryness fraction of between 95 and 98%. The water content of the steam produced by the boiler is further increased if priming and carryover occur.
There is always a certain degree of heat loss from the distribution pipe, which causes steam to condense. The condensed water molecules will eventually gravitate towards the bottom of the pipe forming a film of water. Steam flowing over this water can raise ripples that can build up into waves. The tips of the waves tend to break off, throwing droplets of condensate into the steam flow.
The presence of water in steam can cause a number of problems:
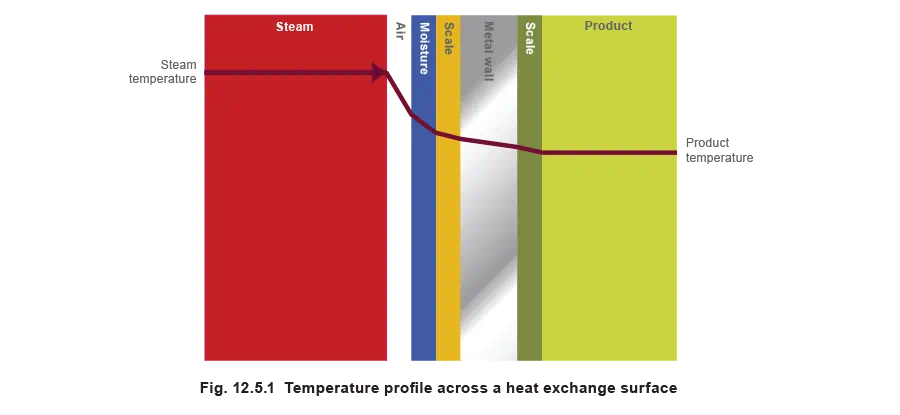
- As water is an extremely effective barrier to heat transfer, its presence can reduce plant productivity and product quality. This can be seen in Figure 12.5.1, which shows the temperature profile across a typical heat exchange surface.
- Water droplets travelling at high steam velocities will erode valve seats and fittings, a condition known as wiredrawing. The water droplets will also increase the amount of corrosion.
- Increased scaling of pipework and heating surfaces from the impurities carried in the water droplets.
- Erratic operation of control valves and flowmeters.
- Failure of valves and flowmeters due to rapid wear or waterhammer.
Although there are a number of different designs of separator, they all attempt to remove the moisture that remains suspended in the steam flow, which cannot be removed by drainage and steam trapping. There are three types of separator in common use in steam systems:
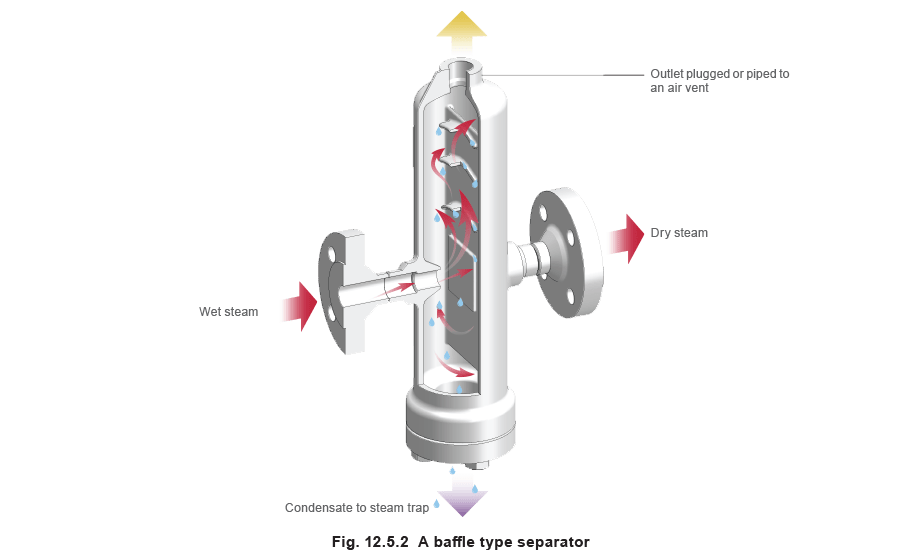
Baffle type -
A baffle or vane type separator consists of a number of baffle plates, which cause the flow to change direction a number of times as it passes through the separator body. The suspended water droplets have a greater mass and a greater inertia than the steam; thus, when there is a change in flow direction, the dry steam flows around the baffles and the water droplets collect on the baffles. Furthermore, as the separator has a large cross-sectional area, there is a resulting reduction in the speed of the fluid. This reduces the kinetic energy of the water droplets, and most of them will fall out of suspension. The condensate collects in the bottom of the separator, where it is drained away through a steam trap.
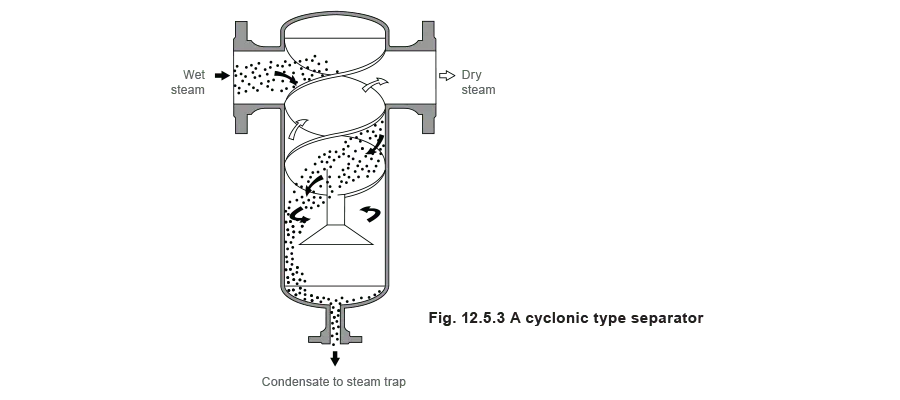
Cyclonic type -
The cyclonic or centrifugal type separator uses a series of fins to generate high-speed cyclonic flow. The velocity of the steam causes it to swirl around the body of the separator, throwing the heavier, suspended water to the wall, where it drains down to a steam trap installed under the unit.
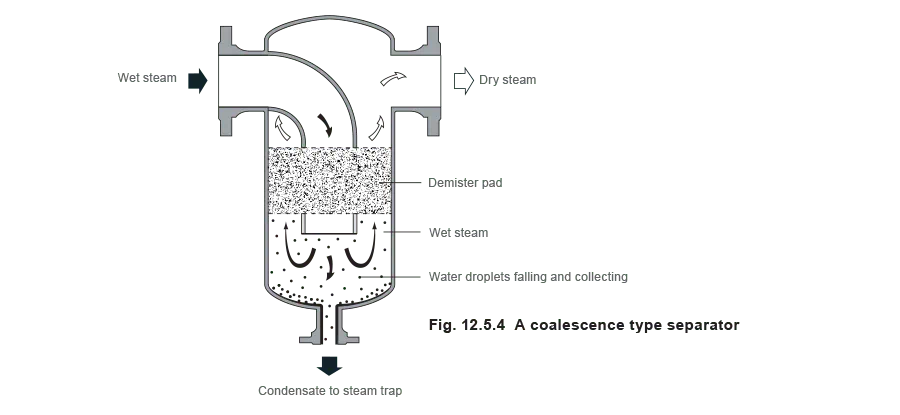
Coalescence type -
Coalescence type separators provide an obstruction in the steam path. The obstruction is typically a wire mesh pad (sometimes referred to as a demister pad), upon which water molecules become entrapped. These water molecules tend to coalesce, producing droplets that are too large to be carried further by the gas system. As the size of the droplets increases, they become too heavy and ultimately fall into the bottom of the separator.
It is common to find separators, which combine both coalescence and cyclonic type operations. By combining the two methods, the overall efficiency of the separator is improved.
Separator efficiency is a measure of the weight of the water separated out in proportion to the total weight of the water carried in by the steam. Outside the laboratory, it is difficult to establish the exact efficiency of a separator, as it depends on the inlet dryness fraction, the fluid velocity and the flow pattern. Erosion of pipe bends, wiredrawing, and waterhammer are, however, indications of the presence of wet steam in steam pipes.
One of the main differences in performance between the baffle type and the cyclonic and coalescence types of separators is that the baffle type is capable of maintaining a high level of efficiency over a wider pipeline velocity range. Cyclone and coalescence type separators typically exhibit efficiencies of 98% at velocities of up to 13 m/s, but this falls off sharply, and at 25 m/s, the efficiency is typically around 50%, according to University research in the UK.
This research has also proven that, for a baffle type separator, the efficiency remains close to 100% over a range of 10 m/s to 30 m/s . The conclusion is that, the baffle type separator is more suited to steam applications, where there is usually some degree of velocity fluctuation. Furthermore, wet steam will be found to run at velocities of over 30 m/s if the pipework is undersized.
One method of overcoming this problem is to use a larger size separator and by increasing the diameter of the pipework immediately upstream of the separator. This will have the effect of reducing the velocity of the steam before it enters the separator.
Example 12.5.1
If a separator with an efficiency of 90% is fitted to a steam main containing steam with a dryness fraction of 0.95, what would the downstream dryness fraction be?
If the initial dryness fraction is 0.95, every kilogram (1000 g) of steam contains:

Although an improvement on the original dryness of 0.95, the steam will still contain a significant amount of water.
The pressure drop across a baffle type separator is very low due to the reduction in the velocity of the steam, which is created by the large increase in cross-sectional area provided by the separator body. The pressure drop is typically less than the equivalent length of the same nominal diameter pipe. In comparison, the pressure drop across a cyclonic type separator is somewhat higher, as the velocity of the fluid has to be maintained to generate the cyclone effect.
On non-critical applications, baffle type separators are typically sized according to the pipeline size; it is necessary however to check that the chosen size ensures maximum separation efficiency, and that the pressure drop is within acceptable limits. On critical applications, it is more common to select the separator based on operating pressure and flowrate, so as to give a suitable efficiency and pressure drop. Sizing a cyclonic type separator is more complicated, as it is important to ensure that the velocity through the separator is suitable to maintain a high level of efficiency and that the pressure drop across the separator is acceptable.
Example 12.5.2 outlines the selection of a baffle type separator from a typical manufacture’s specification chart.
Example 12.5.2
Using the sizing chart in Figure 12.5.5, select a suitably sized separator for a pressure reducing station, with an upstream pressure of 12 bar g and passing 500 kg / h of steam through a 32 mm pipeline, If the flowrate were doubled to 1000 kg / h, what size should the separator be?
- Plot point A where the steam pressure and the flowrate cross and draw a horizontal line across from this point. Any separator curve that is bisected by this line within the shaded area will operate at near 100% efficiency.
- Select the line size separator, i.e. 32 mm at point B.
- The line velocity for any size can be determined by dropping a vertical line from this intersection. From point B, this line crosses the velocity axis at 18 m/s.
- To determine the pressure drop across the separator, where the vertical line, extended from point B, crosses the line C-C, plot a horizontal line. Then drop a vertical line from point A. The point of intersection, D, is the pressure drop across the separator.
- Repeating this procedure for a 1000 kg / h flowrate, generates points X, Y and Z. It can be seen that point Y falls outside the shaded region and the separator will not operate at maximum efficiency. Here, it would be advisable to use a larger size separator; a DN40 separator would be selected, as depicted by point Z, along with a pressure drop of about 0.07 bar at point W.
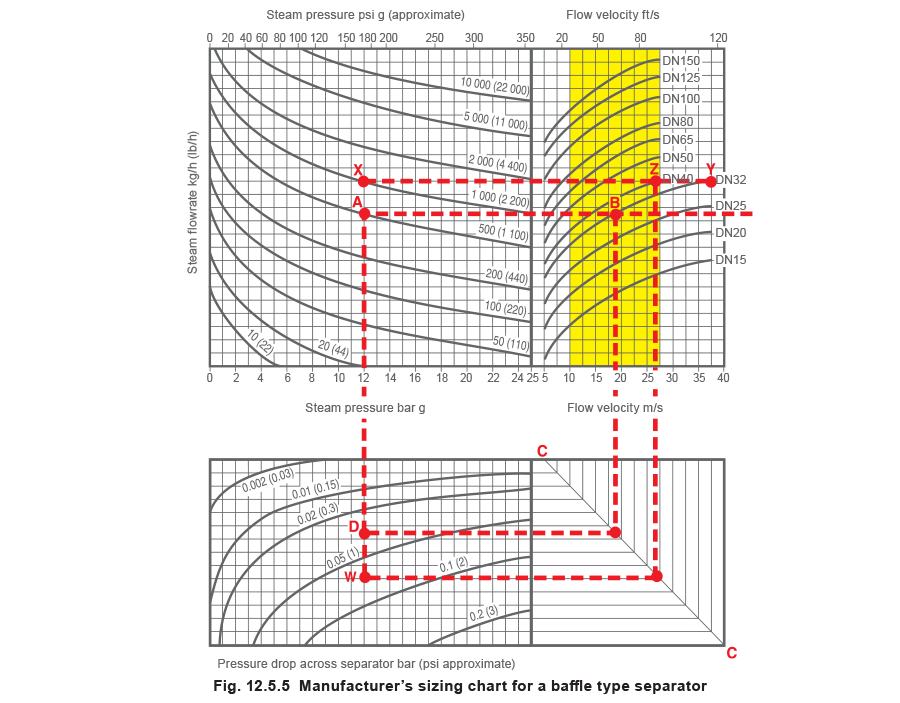
Table 12.5.1 summarises the important differences in the performance of baffle and cyclone type separators.
Table 12.5.1 Comparison of baffle and centrifugal type separators
| Baffle type | Cyclonic type | |
| Pressure drop | Relatively low | Relatively high |
| Efficiency | High over a wide range of velocities | High over a narrower range of velocities |
| Re-entrainment of water | Little | Significant above a critical velocity |
| Sizing | Sized according to pipeline size | Sized to ensure maximum efficiency |
A suitable steam trap should be fitted to the condensate outlet of the separator to ensure the efficient removal of condensate, without the loss of live steam. The most suitable type of steam trap is the ball float type, which ensures immediate condensate removal. Some separators include the steam trap mechanism inside the separator body.
Most vertical separators have a tapping on the top of the body. This can be used for an air vent, facilitating the removal of air from the steam space during start-up.
Insulation
If a separator is left uninsulated, it can actually induce water droplets to form rather than eliminating them, because of the large surface area exposed to the environment. Furthermore, significant amounts of heat energy can be lost from the surface of the separator. For example, insulating a separator containing steam at 150°C and exposed to ambient temperatures of 15°C, will produce an annual energy saving of 8600 MJ (Based on heat loss due to radiation only, assuming still air conditions and 8 760 hours of operation per year). By fitting an insulation jacket, this heat loss can be drastically reduced and the energy savings justify the initial cost of the insulation, within an extremely short time.
Insulation jackets designed to fit over a particular separator should be used, as the shape of the separator, particularly if it is flanged, makes it difficult to insulate. Standard flange covers leave the body exposed, and therefore have a limited effect in the reduction of heat loss.
Even with the best insulation, it is not possible to eliminate all the heat loss from a product. The efficiency of separator insulation is typically above 90%. It is important to use a jacket that is designed for a particular separator; otherwise, the insulation efficiency will decrease. Properly insulated separators also reduce the risk of personal injury from burns.
