Steam Engineering Principles and Heat Transfer

Contents
Heating Vats and Tanks by Steam Injection
Direct steam injection involves the discharge of steam bubbles into a liquid at a lower temperature to transfer heat. This tutorial explains the process and the methods used, including the relevant heat transfer calculations.
Direct steam injection involves the discharge of a series of steam bubbles into a liquid at a lower temperature. The steam bubbles condense and give up their heat to the surrounding liquid.
Heat is transferred by direct contact between the steam and the liquid, consequently this method is only used when dilution and an increase in liquid mass is acceptable. Therefore, the liquid being heated is usually water. Direct steam injection is seldom used to heat solutions in which a chemical reaction takes place, as the dilution of the solution would reduce the reaction rate and lower the productivity.
Direct steam injection is the most widely used method for boiler feedtank heating throughout industry. This method is often chosen because of its simplicity. No heat transfer surface or steam trap set is required, and there is no need to consider the condensate return system.
Steam consumption calculations
During direct steam injection, heat is transferred in a different manner to indirect heat exchange. As the heat is not transferred across a surface, and the steam mixes freely with the process fluid being heated, the amount of usable heat in the steam must be calculated in a different way. This can be found using Equation 2.11.1:
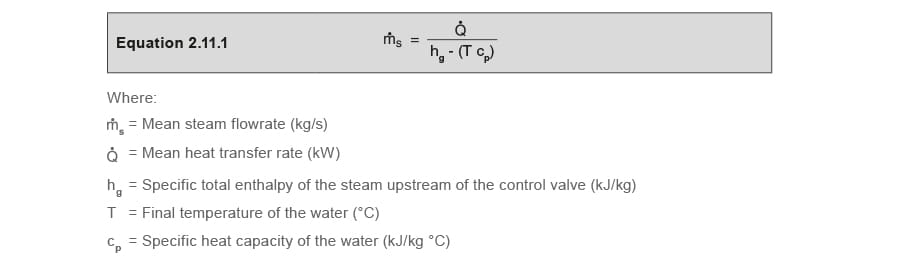
Equation 2.11.1 shows that steam injection utilises all of the enthalpy of evaporation (or latent heat) and a proportion of the liquid enthalpy contained in the steam. The actual proportion of the liquid enthalpy used will depend on the temperature of the water at the end of the injection process.
One major difference between indirect heating and direct steam injection, is that the volume (and mass) of the process fluid is increased as steam is added, by the amount of steam injected.
Another difference is that, when calculating the steam flowrate to a steam coil, the pressure in the coil is considered, but for steam injection, the pressure before the control valve is considered.
In some cases (where the liquid surface is not at the overflow pipe level), this will increase the head of liquid over the injector as time progresses. However, this increase is likely to be small and is rarely taken into account in calculations.
Factors influencing the heat transfer rate
In Equation 2.11.1, the steam consumption rate is directly related to the heat requirement. Unless the steam injection system is designed so that all conditions are conducive to maximum heat transfer, the steam bubbles may simply break the surface of the liquid and escape to the atmosphere; some of the heat contained in the steam will be lost to atmosphere and the actual heat transfer rate to the water will be less than anticipated.
In the case of a submerged coil, the maximum heat transfer rate at the start of the warm-up period will depend on the maximum steam flowrate allowed through the control valve and its associated pipework, and the maximum heat output allowed by the coil surface area.
During direct steam injection, it might be expected that the maximum heat transfer rate at the very start of the warm-up period is dependent on the maximum flowrate through the control valve, and the pipe or injector itself. However, as implied above, it will also depend on other factors such as:
- Size of the steam bubble
Condensation of a steam bubble will depend on the heat transfer across the surface of the bubble. To ensure that the steam bubble is completely condensed, the surface area/volume ratio must be as large as possible. Smaller bubbles have a greater surface area per unit volume than larger bubbles, so it is desirable to produce very small bubbles. The differential pressure (between the steam pipe and the point where the steam is discharged into the water) as the bubble emerges will also affect the size of the steam bubble. The specific volume of steam will increase as the pressure is reduced, so that a drop in pressure will increase the size of the steam bubble as it escapes into the liquid. Even if the steam bubble is emitted from a very small hole, the bubble may increase significantly in size if the steam pressure is high. Consequently, a lower pressure in the sparge pipe is better. - Head of liquid over the injection point
The head of liquid over the injection point will create a backpressure so that the differential pressure will be less than the steam pressure. If the head of liquid is large and the steam pressure in the sparge pipe is low, there may only be a very small change in pressure so that the size of the bubbles formed is kept to a minimum. A greater head of liquid over the point of injection will give the steam bubbles maximum opportunity to condense before they reach the surface. - Velocity of the bubble
The velocity of the bubble at the point of injection will also depend on the difference between the steam pressure and the liquid head. It is desirable to keep this differential pressure as low as possible, so that bubble velocities are also as low as possible and the bubbles are given the maximum time to condense before they reach the surface. - Temperature of the liquid
The rate at which the steam will condense is directly proportional to the temperature difference between the steam and the liquid being heated. As with all heat transfer processes, the rate of heat exchange is directly proportional to the temperature differential.
It is always advisable to ensure that the temperature of the liquid is correctly controlled and is kept to the minimum required for the application, so that the maximum heat transfer rate is maintained and there is no wastage of energy.
Sparge pipes
This is simply a pipe mounted inside the tank, with the holes drilled at regular positions (typically 4 o’clock and 8 o’clock) when viewed from the end, equally spaced along the length of the pipe, and with the end blanked off. The steam exits the pipe through the holes as small bubbles, which will either condense as intended or reach the surface of the liquid (see Figure 2.11.1).
Sparge pipes are inexpensive to make and easy to install, but are prone to cause high levels of vibration and noise. A much more effective method is to use a properly designed steam injector.

Example 2.11.1 - Determine the steam load to heat a tank of water by steam injection

These calculations (steps 1 to 5) are based on Examples 2.9.1 and 2.10.1 as far as heat losses are concerned, but with the tank containing water (cp = 4.19 kJ/kg °C), instead of weak acid solution and the water being heated by steam injection rather than a steam coil.
Step 1 - find the energy required to heat up 12 000 kg of water from 8°C to 60°C in 2 hours by using Equation 2.6.1:

Steam is supplied to the control valve at 2.6 bar g. In order to calculate the mean steam flowrate, it is necessary to determine the total enthalpy in the steam (hg) at this pressure. It can be seen from Table 2.11.1 (an extract from steam tables) that the total enthalpy of steam (hg) at 2.6 bar g is 2733.89 kJ/kg.
Table 2.11.1 Extract from steam tables
| Pressure bar g | Saturation temperature °C | Specific enthalpy (energy) in kJ/kg | Specific volume of dry saturated steam m3/kg |
||
| Water hf |
Evaporation hfg |
Steam hg |
|||
| 2.4 | 138.011 | 580.741 | 2 150.53 | 2 731.27 | 0.536766 |
| 2.5 | 139.023 | 585.085 | 2 147.51 | 2 732.60 | 0.522409 |
| 2.6 | 140.013 | 589.333 | 2 144.55 | 2 733.89 | 0.50882 |
| 2.7 | 140.98 | 593.49 | 2 141.65 | 2 735.14 | 0.495939 |
Step 2 - find the mean steam flowrate to heat the water by using Equation 2.11.1:

Step 3 - find the mean steam flowrate to heat the tank material (steel).
From Example 2.9.1, the mean heat transfer rate for the tank material = Q̇(tank) = 14 kW
The mean steam flowrate to heat the tank material is calculated by again using Equation 2.11.1:

Step 4 - find the mean steam flowrate to make up for the heat losses from the tank during warm-up. From Example 2.9.1:

Whilst it is reasonable to accept that the steam’s liquid enthalpy will contribute to the rise in temperature of the water and the tank material, it is more difficult to accept how the steam’s liquid enthalpy would add to the heat lost from the tank due to radiation. Therefore, the equation to calculate the steam used for heat losses (Equation 2.11.2) considers only the enthalpy of evaporation in the steam at atmospheric pressure.

Step 5 - Determine the steam load to heat a tank of water by steam injection. The total mean steam flowrate can be calculated as follows:

It is important to remember with steam injection systems that the final mass of liquid is equal to the mass of cold liquid, plus the mass of steam added.
In this example, the process started with 12 000 kg of water. During the required heat-up period of 2 hours steam has been injected at the rate of 569 kg/h. The mass of liquid has therefore, increased by 2 h x 569 kg/h = 1 138 kg.
The final mass of the liquid is: 12 000 kg + 1 138 kg = 13 138 kg
The additional 1138 kg of condensate has a volume of about 1 138 litres (1.138 m³) and will also have increased the water level by:

Clearly, the process tank needs to have sufficient space above the starting water level to allow for this increase. For safety, an overflow should always be included in the tank construction where steam injection is involved.
Alternatively, if the process requirement had been to finish with a mass of 12 000 kg, the mass of water at the beginning of the process would be:

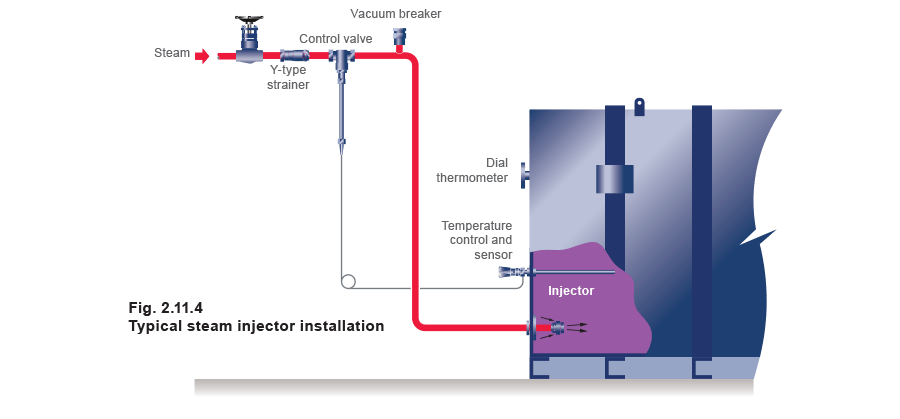
Steam injectors
A more effective alternative to the sparge pipe is the steam injector as shown in Figure 2.11.3. The injector draws in cold liquid and mixes it with steam inside the injector, distributing heated liquid to the tank.
The engineered design of the injector body is more sophisticated than the simple sparge pipe, and allows steam at higher pressures to be used. A turbulent zone is created within the body of the injector, which ensures that thorough mixing of the steam and liquid occurs, even at relatively high pressures. This has the effect of agitating and circulating the liquid so that a constant temperature is maintained throughout the tank, without temperature stratification or cold spots.
These injectors are more compact than sparge pipes, consequently any interference with objects that may be dipped in the tank can be avoided. They are more robust and generally quieter than sparge pipes, although noise problems may still be encountered if not installed correctly.
Noises pertaining to steam injectors
When using high pressure steam injectors three distinct noise levels are produced under the following conditions:
- Normal running
Where steam pressures at the injector inlet are above 2 bar g, the noise produced during normal running conditions can be described as a soft roar.
Noise is caused by the condensation of steam inside the discharge tube, as it mixes with recirculating water drawn through the holes into the casting body. Under normal conditions the discharge from the injector tube is approximately 10 °C hotter than the incoming water.
This type of noise increases with steam pressure, water temperature and the number of injectors, but it is rarely objectionable at steam pressures below 8 bar g. Although strong circulation of the tank contents occurs at pressures above 8 bar g, little vibration should be experienced. - Incomplete condensation
This is characterised by a soft bumping noise and is sometimes accompanied by heavy vibration. It occurs when the liquid temperature is too high (usually above 90 °C). When the liquid is too hot the injector becomes less efficient and a proportion of the steam escapes from the discharge tube.
At higher steam pressures, condensation of the steam may cause vibration, which is not recommended for atmospheric tanks. However, in cylindrical pressure vessels of a robust design, this may not cause any problems. - Low flowrates
When the steam pressure at the inlet to the injector falls below 1.5 bar g, a distinctive crackling can be heard. Under these conditions steam is unable to give up its enthalpy of evaporation before it leaves the injector tube.
At low flowrates the steam is travelling at a lower velocity than in the other modes of operation, and collapsing steam bubbles are found on the body casting and in the connecting pipework, inducing cavitation. This noise is often considered objectionable, and may be found if the steam injector system has been oversized.
Noise may also be caused by poor installation of the injector. The sides of a rectangular tank may be made from fairly flexible panels. Connecting an injector to the middle of a flexible panel may induce vibration and noise. It may often be better to mount the injector nearer the corner of the tank where the structure is stiffer.
Example 2.11.2
Based on data from Example 2.11.1, propose a steam injection system.
Required steam injection rate = 569 kg/h
The steam injection pressure = 1.0 bar
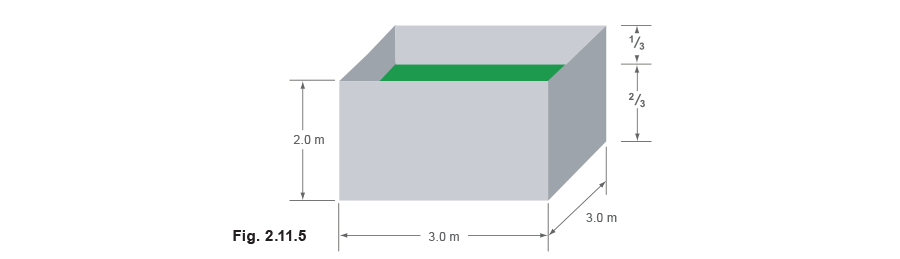
Table 2.11.2 Typical steam injector capacity chart
| Injector type | IN15 | IN25M | IN40M |
| Steam pressure at inlet of injector (bar g) | Saturated steam capacity kg/h | ||
| 1 | 20 | 135 | 400 |
| 2 | 48 | 175 | 580 |
| 3 | 66 | 280 | 805 |
| 4 | 84 | 350 | 970 |
| 5 | 102 | 410 | 1 125 |
| 6 | 120 | 500 | 1 295 |
| 7 | 138 | 580 | 1 445 |
| 8 | 156 | 640 | 1 620 |
| 9 | 174 | 700 | 1 820 |
| 10 | 192 | 765 | 1 950 |
| 11 | 210 | 830 | 2 250 |
| 12 | 228 | 900 | 2 370 |
| 13 | 246 | 975 | 2 595 |
| 14 | 264 | 1 045 | 2 710 |
| 15 | 282 | 1 095 | 2 815 |
| 16 | 300 | 1 170 | 3 065 |
| 17 | 318 | 1 225 | 3 200 |
The largest injector (IN40M) has a capacity of 400 kg/h at 1.0 bar, so this application will require:

Ideally, because of the low pressures involved, the injectors would be installed at opposite ends of the tank to give good mixing.
An alternative would be to use higher pressure steam. This would allow the use of just one, smaller injector, reducing costs and still providing good mixing.
Alternative method of calculating injected steam load
The previous method used in this Module to calculate the mean steam flowrate requires the mean heat load to be calculated first. This is depicted by Equation 2.11.1:

If the mean heat transfer rate is not known, another method can be used to determine the mean steam flowrate. This requires the use of a heat balance as described below.
It should be noted that both methods return exactly the same result, so whichever is used depends upon the user’s choice.
Calculating the mean steam flowrate by means of a heat balance
A heat balance is considered where the initial heat content in the water plus the heat added by the steam equals the final heat content. The heat balance equation for the water in the tank is shown in Equation 2.11.3:

Mass of steam to be injected
The mass of steam to be injected can be determined more directly from Equation 2.11.4, which is developed from Equation 2.11.3.

Example 2.11.3
Consider the same conditions as that in Example 2.11.1.

Conducting a heat balance on the water in the tank by using Equation 2.11.4:

Conducting a heat balance on the tank material

The heat losses from the sides of the tank and the water surface are the same as previously calculated, that is 24 kg/h.

This is the same result as that obtained previously in this Module from Equations 2.11.1 and 2.11.2, and proves that either method can be used to calculate the mean steam flowrate to heat the tank and its contents.