Steam Traps and Steam Trapping

Contents
A large amount has been written about this subject, much of which has been inaccurate or deliberately misleading in order to make the case for using various manufacturers' traps.
An argument is made in favour of replacing one type of trap with another and claiming a steam saving which may be real or imaginary. The truth is that replacing any group of traps with new ones will inevitably reduce steam consumption because any leaking traps are thereby eliminated.
This says nothing about the old or new traps.
In other cases, tests have been carried out to establish 'steam wastage'. Some tests are carried out under unrealistic no-load conditions and attempt to overvalue and confuse the amount of energy lost through the trap. Energy loss from the trap due to radiation, which will also increase condensate load, is conveniently ignored. However, these losses will occur at all times and are directly related to the size and shape of the body.
Steam trap users are often confused by subjective information which is intended primarily to create interest in a product. It is therefore worth going back to objective principles and considering the inherent energy requirements of the main types.
Thermostatic steam traps
Under normal operating conditions, the thermostatic trap holds back condensate until it has cooled to a certain temperature. Steam does not reach the main valve so there is no apparent steam wastage.
However, waterlogging of plant can lead to reduced output. Operating times may be extended or additional heaters or heating surfaces may be required. More steam may be required although this will not appear as an energy requirement attributable to the steam trap.
In some cases a cooling leg may be incorporated so that the steam space is kept clear of condensate. Energy is thereby lost due to radiation from the cooling leg and from the trap body.
This in itself creates an additional condensate load, but there is no passage of live steam through the trap.
The situation can change under no-load conditions. Heat loss from the trap body cools the condensate surrounding the element which then opens. The minimal amount of condensate involved is discharged and is then replaced by steam. However, hysteresis means that the element has yet to respond and live steam is lost. Laboratory tests indicate typical losses up to 0.5 kg/ h.
Ironically, under cold outdoor conditions there will be increased heat loss from the trap and steam loss through the trap is less likely. Any attempt to lag a thermostatic trap will result in a serious delay in the opening of the trap. Severe waterlogging will result and hence lagging is not recommend for thermostatic traps.
Mechanical steam traps
The float-thermostatic trap is another example where the valve and seat are normally flooded and there is no steam loss through the trap. Conversely, the float-thermostatic trap is relatively large in size, and there may be a noticeable loss from the trap caused by radiation. Mention should be made of the thermostatic air vent fitted in this type of trap. This will be situated in the steam space above the water level in the trap. Once initial air has been cleared this will normally remain tight shut and there will be no loss from this source.
The float-thermostatic trap can be lagged to reduce heat losses and this will not affect its operation.
Lagging is normally recommended on outdoor applications to minimise the danger of damage due to freezing when steam might be turned off.
The inverted bucket trap has surprisingly little in common with the float type trap. The trap closes when steam enters and bubbles through into the bucket to make it buoyant. It will not open until the steam has been dissipated.
This will occur as the steam leaks away through the hole in the bucket which serves as an air vent. The steam will collect in the top of the trap itself and when the main valve opens, this steam is vented.
Laboratory tests again indicate losses of around 0.5 kg/ h for ½” traps under these low load conditions. However, there is additional radiation loss from the body, which can be quite large.
Lagging is sometimes recommended but the heat loss and its resulting condensate will be much the same as an equivalent float type trap.
Thermodynamic Steam Traps
This type of trap has attracted most attention under the heading of steam wastage.
The operation depends on condensate approaching steam temperature, producing flash steam at the orifice and causing the trap to close. It does this with condensate on the upstream side and again the flooded valve means that there can be no loss through the trap. However the trap will open periodically as heat is lost from the cap.
Under no-load conditions, i.e. when condensate is being produced only by heat loss from the upstream pipeline, the condensate on the upstream side may exhaust and the trap will then require a small amount of live steam to cause it to close. Much will depend on ambient conditions but the loss will generally be around 0.5 kg/h and this could be doubled in severe weather. Conversely, such losses can be halved by simply fitting an insulating cover over the top cap.
It is important to remember that these losses disappear as the condensate load increases while the radiation losses from the trap are minimal due to its small size. Independent tests have shown that radiation losses are not more than 0.25 kg/ h which is at least a quarter of that experienced by equal sized inverted bucket traps.
Mention should be made of misleading figures quoted by some sources. These have their origins in tests carried out simultaneously on a large number of thermodynamic traps. Some tests were carried out at minus 45°C with the cumulative steam loss being measured. The effect of testing at unusually low temperatures and under no-load conditions was to produce an accelerated life test. The loss through a small number of defects averages out to produce a curve showing losses increasing with time. As already indicated, the thermodynamic trap has the great simplicity in that it either works correctly or fails. To suggest a varying loss is totally misleading and fundamentally flawed.
Comparisons
Quantifying the energy requirements of steam traps is not easy. Energy can be lost through the trap but this may depend on load. Energy will be lost from the trap due to radiation but this can be reduced considerably by lagging.
Table 11.15.1 summarises the energy requirements of a variety of ½" traps at 5 bar g. Clearly traps vary in size and performance so the figures must serve as a guide only.
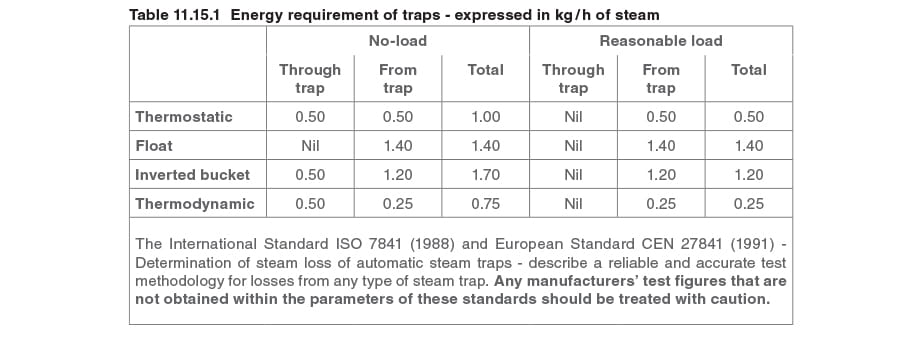
The purpose of Table 11.15.1 is not to establish the fact that one type of trap is marginally more efficient than another. It is simply to make the point that steam traps use a minimal amount of energy. Losses only become significant when traps are defective. The important thing therefore is to combine selection, checking and maintenance to achieve reliability. Properly done, costs and steam wastage will be minimised.